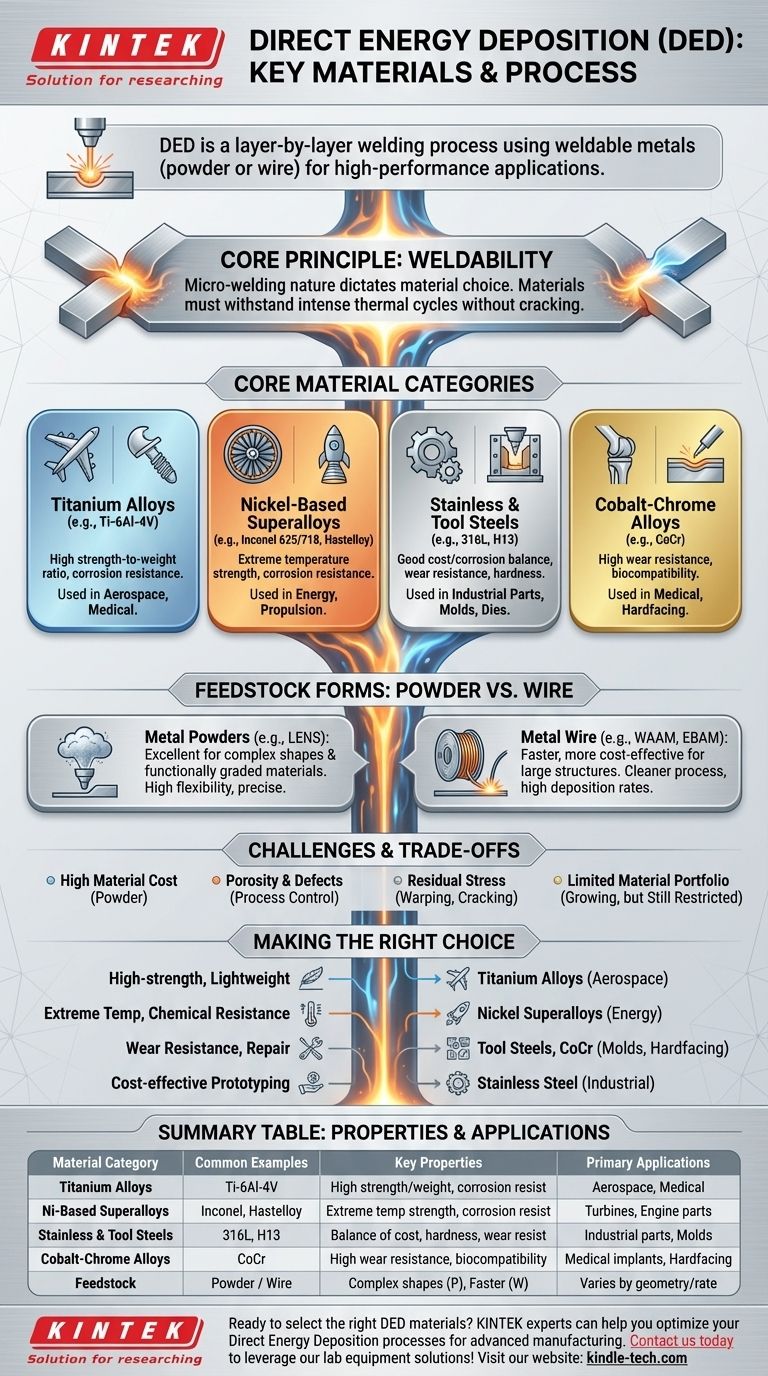
I processi di Deposizione Diretta di Energia (DED) lavorano principalmente con metalli e leghe metalliche saldabili. Questi materiali vengono alimentati nel processo sotto forma di polvere fine o di filo sottile. Le categorie più comuni includono leghe di titanio, superleghe a base di nichel, acciai inossidabili e acciai per utensili, scelti per le loro elevate prestazioni in applicazioni esigenti come l'aerospaziale, la difesa e la riparazione industriale.
Il principio centrale che governa i materiali DED è la saldabilità. Poiché il processo prevede la fusione e la saldatura del materiale strato per strato, qualsiasi metallo o lega che può essere saldato con successo è un forte candidato per il DED. La scelta tra l'utilizzo di una polvere o di un filo come materiale di alimentazione è l'altra variabile chiave.
Il "Perché": è tutta questione di saldabilità
Per comprendere i materiali DED, è essenziale considerare il processo per quello che è: un'operazione di saldatura altamente precisa, automatizzata e strato per strato. Questo singolo concetto detta quasi tutti i vincoli e le possibilità dei materiali.
Il processo DED come micro-saldatura
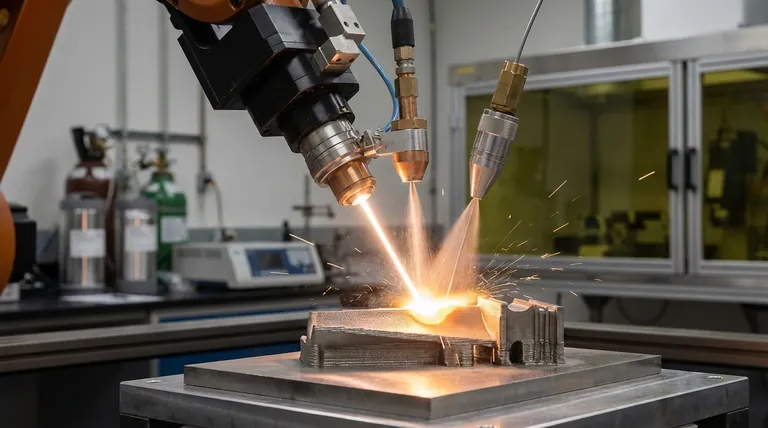
Un sistema DED utilizza una fonte di energia focalizzata, tipicamente un laser o un fascio di elettroni, per creare un piccolo bagno fuso di metallo su un substrato o uno strato precedentemente depositato.
Il nuovo materiale, sia polvere che filo, viene quindi alimentato con precisione in questo bagno fuso. Si fonde, si unisce al materiale esistente e si solidifica mentre la fonte di energia si sposta, costruendo il pezzo strato per strato.
L'impatto sulla selezione dei materiali
Questa natura di micro-saldatura significa che i materiali inclini a cricche o allo sviluppo di fasi fragili in seguito a riscaldamento e raffreddamento rapidi sono candidati scarsi per il DED.
Al contrario, leghe con eccellente saldabilità, come Ti-6Al-4V o Inconel 718, sono cavalli da battaglia dell'industria perché possono sopportare questi intensi cicli termici senza cedimenti.
Principali categorie di materiali nel DED
Sebbene l'elenco potenziale sia lungo, alcune categorie chiave rappresentano la stragrande maggioranza delle applicazioni DED grazie alle loro prestazioni comprovate e ai parametri di processo stabiliti.
Leghe di titanio
Il titanio, in particolare il Ti-6Al-4V, è una pietra angolare del DED. È ampiamente utilizzato nelle industrie aerospaziale e medica per il suo eccezionale rapporto resistenza/peso e la resistenza alla corrosione.
Superleghe a base di nichel
Leghe come Inconel (625, 718) e Hastelloy sono apprezzate per la loro capacità di mantenere la resistenza meccanica a temperature estreme. Questo le rende ideali per pale di turbine, componenti di motori e attrezzature per la lavorazione chimica.
Acciai inossidabili e per utensili
Vari gradi di acciaio inossidabile (ad es. 316L) offrono un buon equilibrio tra costo, resistenza alla corrosione e proprietà meccaniche, rendendoli popolari per parti industriali e prototipi.
Gli acciai per utensili (ad es. H13) sono utilizzati per la loro durezza e resistenza all'usura, consentendo la riparazione e la produzione di stampi, matrici e utensili da taglio.
Leghe di cobalto-cromo
Queste leghe sono note per la loro incredibile resistenza all'usura, durezza e biocompatibilità. Sono spesso utilizzate per applicazioni di riporto (aggiunta di un rivestimento durevole a un pezzo) e per la creazione di impianti medici.
Polvere vs. Filo: le due forme di materiale DED
La forma fisica del materiale è una distinzione critica che influisce sull'attrezzatura, sul processo e sulle caratteristiche finali del pezzo.
Polveri metalliche
Il DED basato su polvere (come LENS) utilizza un flusso di gas inerte per fornire polvere metallica fine nel bagno fuso. La polvere deve avere una buona sfericità e scorrevolezza per una velocità di alimentazione costante.
Questo metodo offre un'eccellente flessibilità geometrica ed è adatto per la creazione di forme complesse e materiali a gradiente funzionale, dove la composizione della lega può essere modificata durante la costruzione.
Filo metallico
Il DED basato su filo (come WAAM o EBAM) utilizza il filo di saldatura standard come materiale di alimentazione. Questo approccio è spesso più veloce, più economico e si traduce in un processo più pulito con meno spreco di materiale.
Il DED a filo produce tipicamente pezzi con una finitura superficiale più ruvida ma consente tassi di deposizione molto elevati, rendendolo ideale per la costruzione di strutture su larga scala.
Comprendere i compromessi e le sfide dei materiali
Sebbene potente, il DED non è privo di complessità legate ai materiali. Comprendere queste limitazioni è fondamentale per un'implementazione di successo.
Costo elevato del materiale
Le polveri metalliche specializzate, atomizzate a gas, richieste per il DED sono significativamente più costose delle loro controparti sfuse, come le barre metalliche utilizzate nella lavorazione tradizionale.
Porosità e difetti
Parametri di processo impropri possono portare al intrappolamento di gas all'interno del metallo che si solidifica, creando piccoli vuoti o pori. Questa porosità può compromettere l'integrità meccanica del pezzo finale.
Tensioni residue
Il riscaldamento e il raffreddamento ripetuti e localizzati inerenti al processo DED accumulano tensioni interne all'interno del pezzo. Senza una gestione adeguata, queste tensioni possono portare a deformazioni, distorsioni o persino cricche.
Portafoglio di materiali limitato
Sebbene in crescita, la gamma di materiali qualificati per il DED è ancora più piccola di quella disponibile per i processi di produzione convenzionali come la fusione o la forgiatura. Alcune leghe ingegneristiche comuni, in particolare alcuni gradi di alluminio, rimangono difficili da lavorare in modo affidabile.
Fare la scelta giusta per la tua applicazione
La selezione del materiale corretto consiste nell'abbinare le sue proprietà alla funzione prevista del pezzo.
- Se il tuo obiettivo principale sono parti leggere e ad alta resistenza: le leghe di titanio sono lo standard industriale per applicazioni aerospaziali e ad alte prestazioni.
- Se il tuo obiettivo principale è la resistenza a temperature estreme e agli agenti chimici: le superleghe a base di nichel come Inconel sono la scelta chiara per le industrie energetiche, di propulsione e di processo.
- Se il tuo obiettivo principale è la resistenza all'usura o la riparazione di parti: gli acciai per utensili e le leghe di cobalto-cromo forniscono la durezza necessaria per il riporto e il ripristino di componenti usurati.
- Se il tuo obiettivo principale è la prototipazione economica o l'uso industriale generale: l'acciaio inossidabile offre una base affidabile e ben compresa per un'ampia gamma di applicazioni.
In definitiva, considerare la Deposizione Diretta di Energia attraverso la lente della saldatura avanzata è la chiave per padroneggiare la selezione dei materiali e sbloccarne il pieno potenziale.
Tabella riassuntiva:
| Categoria di materiale | Esempi comuni | Proprietà chiave | Applicazioni primarie |
|---|---|---|---|
| Leghe di titanio | Ti-6Al-4V | Elevato rapporto resistenza/peso, resistenza alla corrosione | Aerospaziale, impianti medici |
| Superleghe a base di nichel | Inconel 625/718, Hastelloy | Resistenza a temperature estreme, resistenza alla corrosione | Pale di turbine, componenti di motori |
| Acciai inossidabili e per utensili | 316L, H13 | Buona resistenza alla corrosione, durezza, resistenza all'usura | Parti industriali, stampi, matrici |
| Leghe di cobalto-cromo | CoCr | Elevata resistenza all'usura, biocompatibilità | Impianti medici, riporto |
| Forma del materiale di alimentazione | Polvere vs. Filo | Polvere: Forme complesse, materiali a gradiente. Filo: Più veloce, economico per pezzi grandi | Varia in base alle esigenze geometriche e al tasso di deposizione |
Pronto a selezionare i materiali DED giusti per le tue applicazioni ad alte prestazioni? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, soddisfacendo le esigenze di laboratorio per la produzione avanzata e la ricerca sui materiali. I nostri esperti possono aiutarti a navigare nella selezione dei materiali per leghe di titanio, superleghe di nichel e altri metalli saldabili per ottimizzare i tuoi processi di Deposizione Diretta di Energia. Contattaci oggi per discutere le tue esigenze specifiche e sfruttare la nostra esperienza nelle soluzioni di attrezzature da laboratorio per la produzione additiva!
Guida Visiva
Prodotti correlati
- Sistema di apparecchiature per forni a tubo CVD personalizzati versatili per deposizione chimica da vapore
- Sistema RF PECVD Deposizione Chimica da Vapore Potenziata da Plasma a Radiofrequenza RF PECVD
- 915MHz MPCVD Diamond Machine Sistema di deposizione chimica da vapore al plasma a microonde Reattore
- Sistema di Apparecchiature per la Deposizione Chimica da Vapore CVD Camera a Scorrimento Forno a Tubo PECVD con Gassificatore di Liquidi Macchina PECVD
- Sistema di reattore per macchine per la deposizione chimica da vapore di plasma a microonde MPCVD per laboratorio e crescita di diamanti
Domande frequenti
- Cos'è un forno tubolare CVD? Una guida completa alla deposizione di film sottili
- Qual è la funzione di un forno tubolare nella sintesi di carburo di silicio CVD? Ottenere polveri di carburo di silicio ultra-pure
- Come un forno tubolare CVD inibisce la sinterizzazione dei supporti in argento? Migliora la durata e le prestazioni delle membrane
- Qual è la funzione di un forno tubolare CVD ad alta temperatura nella preparazione della schiuma di grafene 3D? Padroneggia la crescita di nanomateriali 3D
- Qual è l'applicazione della CVD nella nanotecnologia? Sfruttare la precisione a livello atomico per i materiali di prossima generazione









