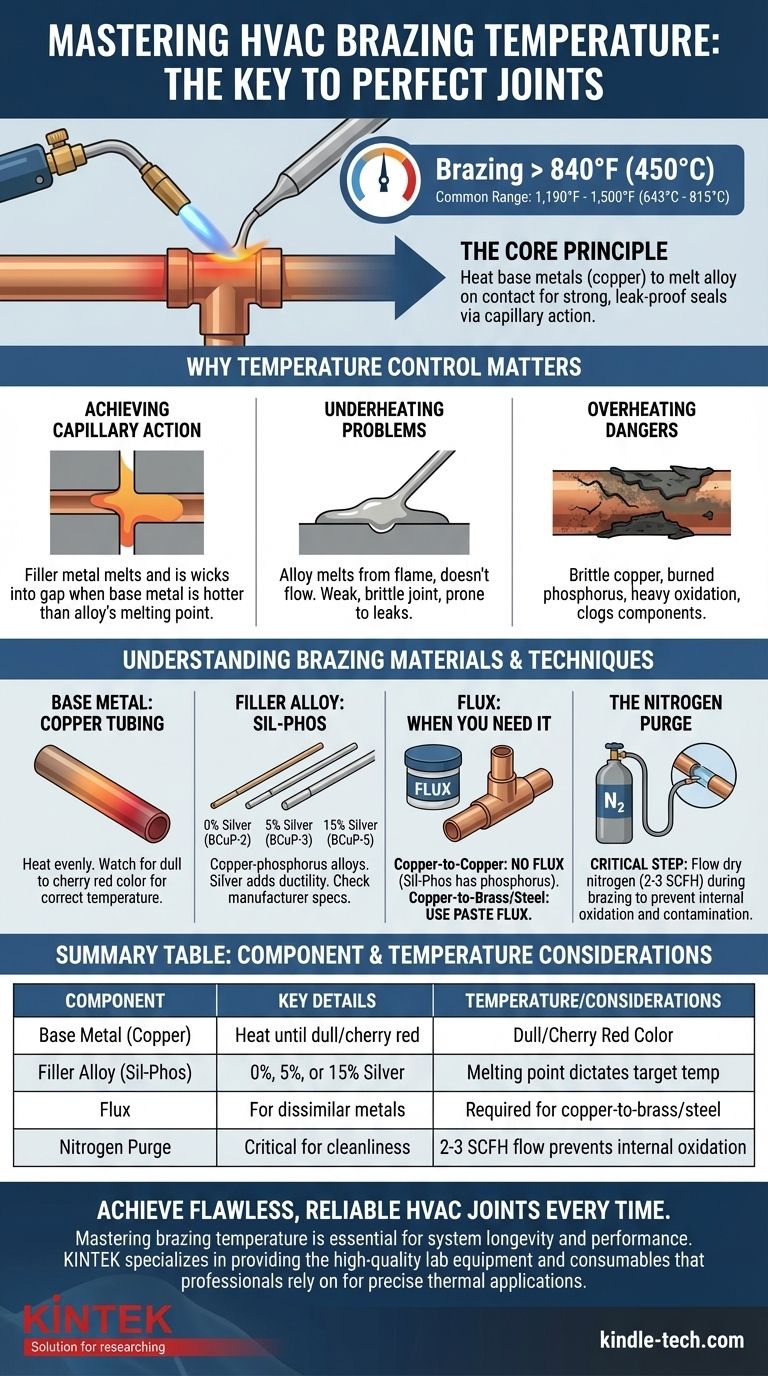
Nell'HVAC, la brasatura viene eseguita a temperature superiori a 450°C (840°F), ma la temperatura target precisa è dettata dalla specifica lega metallica d'apporto utilizzata. Per le comuni leghe di rame e sil-fos nei sistemi di refrigerazione, questa rientra tipicamente in un intervallo di lavoro di 643°C a 815°C (1.190°F a 1.500°F).
Il principio fondamentale della brasatura non riguarda la temperatura della fiamma della torcia, ma il riscaldamento dei metalli di base (il tubo di rame) fino a quando non sono abbastanza caldi da fondere la lega di brasatura a contatto. Ciò garantisce che il metallo d'apporto venga aspirato in profondità nel giunto per azione capillare, creando una tenuta forte, permanente e a prova di perdite.

Perché il controllo della temperatura è la chiave per una giunzione perfetta
Una brasatura riuscita è una questione di fisica, non di forza. La temperatura del tubo di rame controlla direttamente il comportamento del metallo d'apporto. Farlo correttamente è non negoziabile per l'affidabilità a lungo termine di un sistema HVAC.
Raggiungere una corretta azione capillare
L'azione capillare è il fenomeno per cui un liquido scorre in uno spazio ristretto senza assistenza, spesso contro la gravità. Affinché la brasatura funzioni, il metallo d'apporto deve fondere ed essere aspirato nello stretto spazio tra il tubo e il raccordo.
Ciò accade solo quando il metallo di base è alla temperatura corretta, più calda del punto di fusione della lega d'apporto. Il rame riscaldato essenzialmente "assorbe" la lega fusa nel giunto, creando un legame completo e uniforme.
Il problema del sottoriscaldamento
Se il metallo di base non è abbastanza caldo, la bacchetta di brasatura si scioglierà per contatto diretto con la fiamma della torcia ma non scorrerà correttamente nel giunto.
Ciò si traduce in un legame scadente in cui la lega si deposita semplicemente sulla superficie. Il giunto sarà debole, fragile e quasi certamente perderà sotto le alte pressioni di un sistema di refrigerazione.
I pericoli del surriscaldamento
Il calore eccessivo è dannoso quanto il calore insufficiente. Il surriscaldamento del rame può renderlo fragile e può bruciare il fosforo nella lega d'apporto, che è essenziale per il suo flusso.
Ancora più importante, crea una forte ossidazione (una scaglia nera e sfaldabile) sia all'interno che all'esterno del tubo. Questa ossidazione impedisce al metallo d'apporto di legarsi al rame e può staccarsi all'interno del sistema, ostruendo componenti critici come dispositivi di misurazione e parti del compressore.
Comprendere i materiali di brasatura
La temperatura a cui si mira è una funzione diretta dei materiali che si stanno unendo. Ogni componente svolge un ruolo specifico nel processo.
Il metallo di base: tubo di rame
Nell'HVAC, il metallo di base primario è il rame. Il tuo obiettivo è riscaldare il tubo e il raccordo in modo uniforme. La chiave è osservare il colore del rame; un colore da opaco a rosso ciliegia indica che ti stai avvicinando all'intervallo di temperatura di brasatura corretto.
La lega d'apporto: Sil-Phos
I metalli d'apporto più comuni per l'HVAC sono le leghe rame-fosforo, spesso chiamate sil-phos o vendute con marchi come Sil-Fos. La percentuale di argento nella lega ne influenza le proprietà:
- 0% Argento (BCuP-2): Una scelta economica per giunti rame-rame. Ha una temperatura di fusione leggermente più alta ed è più fragile delle leghe contenenti argento.
- 5% o 15% Argento (BCuP-3, BCuP-5): L'aggiunta di argento abbassa il punto di fusione e aumenta la duttilità della lega, rendendola più resistente alle vibrazioni. Questo è spesso preferito per i giunti vicino al compressore.
Controlla sempre le specifiche del produttore per la temperatura di lavoro consigliata della tua specifica bacchetta di brasatura.
Il disossidante: quando ne hai bisogno (e quando no)
Il disossidante è un agente chimico detergente che previene l'ossidazione e favorisce il flusso del metallo d'apporto.
- Per rame-rame: Non è necessario il disossidante quando si utilizza una lega fosforo-rame (sil-phos). Il fosforo nella bacchetta agisce come agente disossidante.
- Per rame-ottone o acciaio: È necessario utilizzare un disossidante in pasta separato. Il fosforo nella bacchetta non è sufficiente per pulire metalli dissimili come l'ottone in una valvola di servizio.
Il passo più trascurato: la purga di azoto
Mentre si riscalda l'esterno del tubo, è necessario controllare l'ambiente all'interno. Non farlo è uno degli errori più comuni e costosi nel lavoro HVAC.
Perché l'ossidazione interna è il tuo nemico
Quando si riscalda il rame, l'ossigeno all'interno del tubo forma rapidamente quella scaglia nera e sfaldabile di ossido di rame. Questa scaglia non rimane ferma. Col tempo, si stacca e circola con il refrigerante e l'olio.
Questa contaminazione può ostruire i sottili orifizi di una valvola di espansione termostatica (TXV), graffiare i cuscinetti del compressore e portare a un guasto prematuro del sistema.
La soluzione: una purga a bassa pressione
La soluzione è purgare le linee con azoto secco mentre si brasa. Facendo scorrere un volume molto basso di azoto (2-3 SCFH) attraverso il tubo, si sposta tutto l'ossigeno.
Ciò impedisce la formazione di ossidazione sulla superficie interna del tubo, garantendo che il sistema rimanga perfettamente pulito. Questo non è un passaggio opzionale; è un segno distintivo di installazioni e riparazioni professionali e affidabili.
Fare la scelta giusta per il tuo sistema
Il tuo approccio alla brasatura dovrebbe essere deliberato, con una chiara comprensione dei materiali e del risultato desiderato.
- Se il tuo obiettivo principale è un giunto standard rame-rame: Usa una lega sil-phos e riscalda il giunto fino a quando non raggiunge un colore rosso ciliegia prima di introdurre la bacchetta.
- Se il tuo obiettivo principale è unire rame a una valvola in ottone: Applica un sottile strato di disossidante in pasta bianca su entrambe le parti prima del riscaldamento e usa una lega di brasatura contenente argento per una saldatura superiore.
- Se il tuo obiettivo principale è la longevità e l'affidabilità del sistema: Utilizza sempre, senza eccezioni, una purga di azoto a basso flusso per prevenire la contaminazione interna durante ogni brasatura.
In definitiva, padroneggiare la temperatura di brasatura significa capire come far lavorare i materiali a tuo vantaggio per creare connessioni pulite, forti e permanenti.
Tabella riassuntiva:
| Componente di brasatura | Dettagli chiave | Temperatura/Considerazioni |
|---|---|---|
| Metallo di base | Tubo di rame | Riscaldare fino a quando non appare un colore da opaco a rosso ciliegia. |
| Lega d'apporto (Sil-Phos) | 0%, 5% o 15% Argento | Il punto di fusione determina la temperatura target. |
| Disossidante | Per metalli dissimili (es. ottone) | Richiesto per giunti rame-ottone/acciaio. |
| Purga di azoto | Critico per la pulizia | Il flusso di 2-3 SCFH previene l'ossidazione interna. |
Ottieni giunti HVAC impeccabili e affidabili ogni volta.
Padroneggiare la temperatura di brasatura è essenziale per la longevità e le prestazioni del sistema. KINTEK è specializzata nella fornitura di attrezzature da laboratorio e materiali di consumo di alta qualità su cui i professionisti fanno affidamento per applicazioni termiche precise.
Lasciaci aiutarti a garantire che ogni connessione sia perfetta. Contatta i nostri esperti oggi tramite il nostro modulo di contatto per discutere le tue esigenze specifiche e come le nostre soluzioni possono supportare il tuo lavoro.
Guida Visiva
Prodotti correlati
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Pressa termica idraulica elettrica riscaldata a vuoto per laboratorio
- Circolatore termostatico riscaldante e refrigerante da 20L per reazioni a temperatura costante alta e bassa
- Circolatore Termostato Riscaldamento Raffreddamento 5L per Bagno d'Acqua Refrigerante a Temperatura Costante Alta e Bassa
- Fornace di Grafittizzazione Sottovuoto Orizzontale ad Alta Temperatura di Grafite
Domande frequenti
- Come funziona un forno per brasatura sottovuoto? Ottenere giunzioni metalliche superiori e prive di flussante
- Qual è la temperatura del trattamento termico sottovuoto? Ottieni proprietà dei materiali superiori e finiture impeccabili
- Quali sono le funzioni specifiche dell'introduzione di atmosfere riducenti o ambienti a gas inerte nella brasatura sotto vuoto?
- Come si esegue la brasatura a forno? Una guida alla giunzione di metalli di precisione e ad alto volume
- La brasatura può essere utilizzata per i metalli ferrosi? Sì, ed ecco come garantire un giunto robusto.













