In sostanza, la pressatura isostatica a caldo (HIP) è un processo di produzione sofisticato che sottopone i componenti ad alta temperatura e alta pressione uniforme contemporaneamente. Ciò avviene all'interno di un recipiente sigillato ad alta pressione utilizzando un gas inerte, più comunemente l'argon, per eliminare la porosità interna e consolidare i materiali, migliorando drasticamente le loro proprietà meccaniche senza alterarne la forma.
La pressatura isostatica a caldo non è semplicemente un processo di riscaldamento; è un metodo di purificazione interna. Applicando una pressione uniforme da tutte le direzioni a temperature elevate, la HIP comprime efficacemente i vuoti e i difetti interni, trasformando un componente standard in una parte altamente affidabile e ad alte prestazioni.

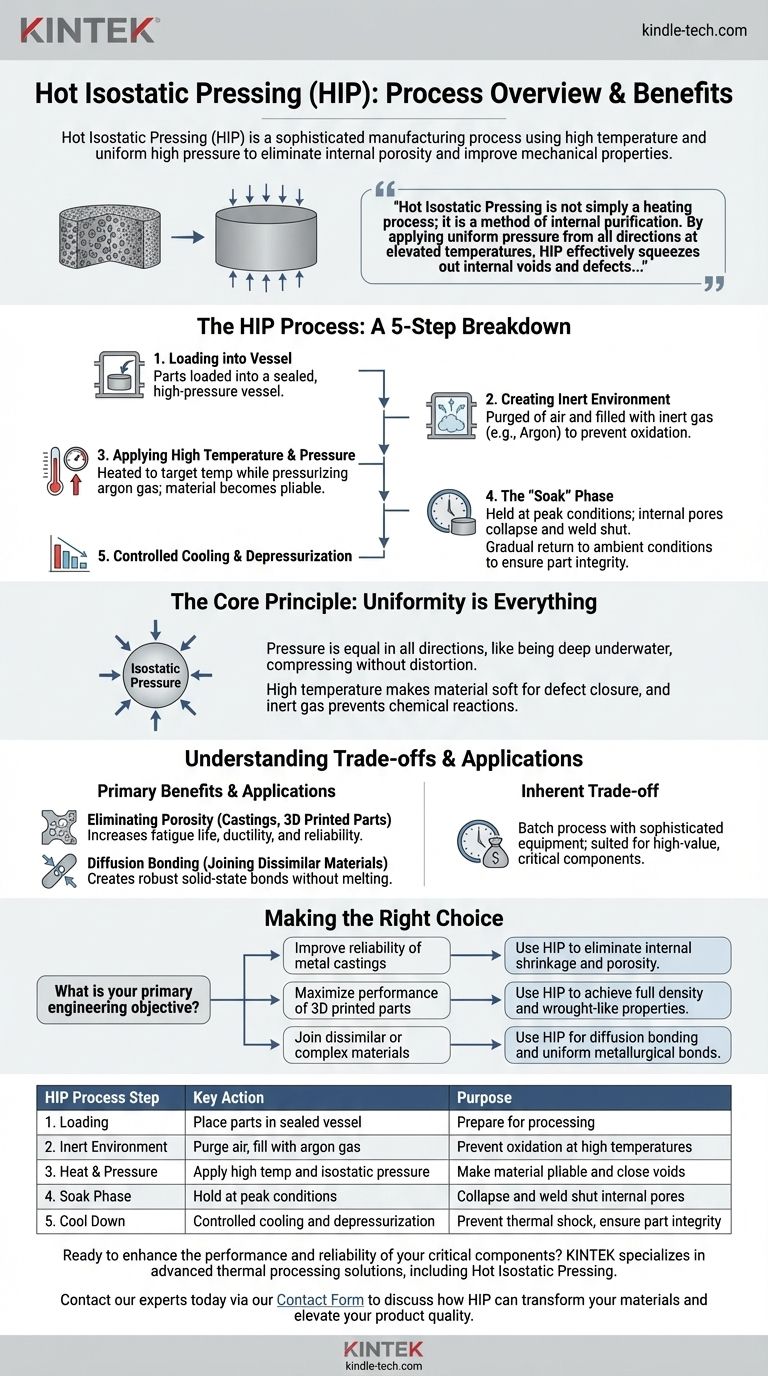
Come funziona la pressatura isostatica a caldo: una scomposizione passo passo
Il processo HIP è meticolosamente controllato dall'inizio alla fine. Ogni fase è programmata con precisione per ottenere risultati specifici del materiale a seconda del componente e della sua destinazione d'uso.
Fase 1: Caricamento nel recipiente
Le parti o i componenti vengono caricati con cura nel recipiente a pressione dell'unità HIP. Questa camera può variare da piccole unità da laboratorio a recipienti enormi in grado di contenere tonnellate di materiale.
Fase 2: Creazione dell'ambiente inerte
Una volta sigillata, la camera viene spurgata dall'aria e riempita con un gas inerte, tipicamente argon. Questo gas è fondamentale perché impedisce al materiale di ossidarsi o reagire chimicamente alle temperature estreme utilizzate nel processo.
Fase 3: Applicazione di alta temperatura e pressione
Il recipiente viene riscaldato alla temperatura target mentre il gas argon viene pressurizzato simultaneamente. La temperatura abbassa il limite di snervamento del materiale, rendendolo malleabile, mentre l'immensa pressione del gas agisce su ogni superficie del componente.
Fase 4: La fase di "mantenimento" (Soak): dove avviene la trasformazione
Il componente viene mantenuto alla temperatura e pressione di picco per una durata specificata, spesso chiamata tempo di "mantenimento" (soak). Durante questa fase, la combinazione di calore e pressione idrostatica uniforme provoca il collasso e la saldatura dei pori e dei vuoti interni.
Fase 5: Raffreddamento controllato e depressurizzazione
Una volta completata la fase di mantenimento, il sistema avvia un ciclo di raffreddamento e depressurizzazione attentamente controllato. Questo ritorno graduale alle condizioni ambientali è fondamentale per evitare shock termici e garantire l'integrità della parte appena densificata.
Il principio fondamentale: l'uniformità è tutto
La parte "isostatica" del nome è la chiave per capire perché questo processo è così efficace. Significa che la pressione è uguale in tutte le direzioni.
Cosa significa pressione "isostatica"
Immaginate un componente in profondità nell'oceano. La pressione dell'acqua agisce su di esso uniformemente da ogni angolo possibile. La HIP crea un effetto simile utilizzando gas ad alta pressione, assicurando che la parte venga compressa verso l'interno senza distorcere la sua forma complessiva.
Il ruolo dell'alta temperatura
La pressione da sola non è sufficiente. L'alta temperatura rende il materiale sufficientemente morbido affinché la pressione del gas possa chiudere fisicamente i difetti interni come la porosità gassosa o i vuoti di ritiro lasciati dalla fusione o dalla stampa 3D.
Perché un gas inerte è fondamentale
L'uso di un gas come l'argon assicura che il mezzo di pressione non sia reattivo. Se venisse utilizzata aria normale, l'ossigeno causerebbe una grave ossidazione sulla superficie del materiale a temperature così elevate, rovinando il componente.
Comprendere i compromessi e le applicazioni
La HIP è uno strumento potente, ma il suo valore è meglio compreso nel contesto delle sue applicazioni principali e dei compromessi intrinseci.
Il vantaggio principale: eliminazione della porosità
L'uso più comune della HIP è la densificazione. Viene applicata a fusioni metalliche critiche e parti prodotte con la manifattura additiva (stampa 3D) per rimuovere la porosità interna, il che aumenta significativamente la vita a fatica, la duttilità e l'affidabilità complessiva.
Un'applicazione chiave: la saldatura per diffusione
La HIP può essere utilizzata per unire due o più materiali diversi senza fonderli. All'interfaccia tra i materiali, il calore e la pressione promuovono la diffusione atomica, creando un legame allo stato solido che è spesso forte quanto i materiali di base stessi.
Il compromesso intrinseco: costo e tempo del processo
La HIP è un processo a lotti che richiede attrezzature sofisticate e costose e può richiedere diverse ore dall'inizio alla fine. Ciò la rende più adatta a componenti di alto valore per i quali prestazioni e affidabilità non sono negoziabili.
Fare la scelta giusta per il tuo obiettivo
L'applicazione della HIP dovrebbe essere una decisione deliberata basata su un chiaro obiettivo ingegneristico.
- Se il tuo obiettivo principale è migliorare l'affidabilità delle fusioni metalliche: Utilizza la HIP per eliminare i vuoti interni di ritiro e la porosità gassosa, aumentando drasticamente la vita a fatica e la resistenza all'impatto.
- Se il tuo obiettivo principale è massimizzare le prestazioni delle parti metalliche stampate in 3D: Utilizza la HIP come fase di post-elaborazione per ottenere la piena densità e sbloccare proprietà meccaniche paragonabili ai materiali forgiati.
- Se il tuo obiettivo principale è unire materiali dissimili o complessi: Utilizza la HIP per la saldatura per diffusione per creare un legame metallurgico robusto e uniforme senza i problemi associati alla saldatura o alla brasatura.
In definitiva, la pressatura isostatica a caldo ti consente di progettare materiali dall'interno verso l'esterno, garantendo la massima densità e prestazioni.
Tabella riassuntiva:
| Fase del processo HIP | Azione chiave | Scopo |
|---|---|---|
| 1. Caricamento | Posizionare le parti nel recipiente sigillato | Preparare per l'elaborazione |
| 2. Ambiente inerte | Spurgare l'aria, riempire con gas argon | Prevenire l'ossidazione ad alte temperature |
| 3. Calore e pressione | Applicare alta temperatura e pressione isostatica | Rendere il materiale malleabile e chiudere i vuoti |
| 4. Fase di mantenimento | Mantenere alle condizioni di picco | Collassare e saldare i pori interni |
| 5. Raffreddamento | Raffreddamento controllato e depressurizzazione | Prevenire shock termico, garantire l'integrità della parte |
Pronto a migliorare le prestazioni e l'affidabilità dei tuoi componenti critici?
KINTEK è specializzata in soluzioni avanzate di trattamento termico, inclusa la pressatura isostatica a caldo, per aiutarti a raggiungere la massima densità del materiale e proprietà meccaniche superiori. Che tu stia lavorando con fusioni di alto valore, parti di manifattura additiva o necessiti di saldatura per diffusione, la nostra esperienza e le nostre attrezzature sono progettate per soddisfare le rigorose esigenze dei moderni laboratori e della produzione.
Contatta oggi i nostri esperti tramite il nostro Modulo di Contatto per discutere come la HIP può trasformare i tuoi materiali ed elevare la qualità del tuo prodotto.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Stampi per pressatura isostatica per laboratorio
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Qual è la temperatura di una pressa isostatica a caldo? Ottieni una densificazione ottimale per i tuoi materiali
- Qual è la funzione di una pressa isostatica a caldo (WIP) nelle celle a sacchetto interamente a stato solido? Ottimizzare la densità della batteria
- Qual è il processo di pressatura isostatica? Ottenere densità uniforme e forme complesse
- Qual è il principio della pressatura isostatica a caldo? Ottenere il 100% di densità e prestazioni superiori
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo

















