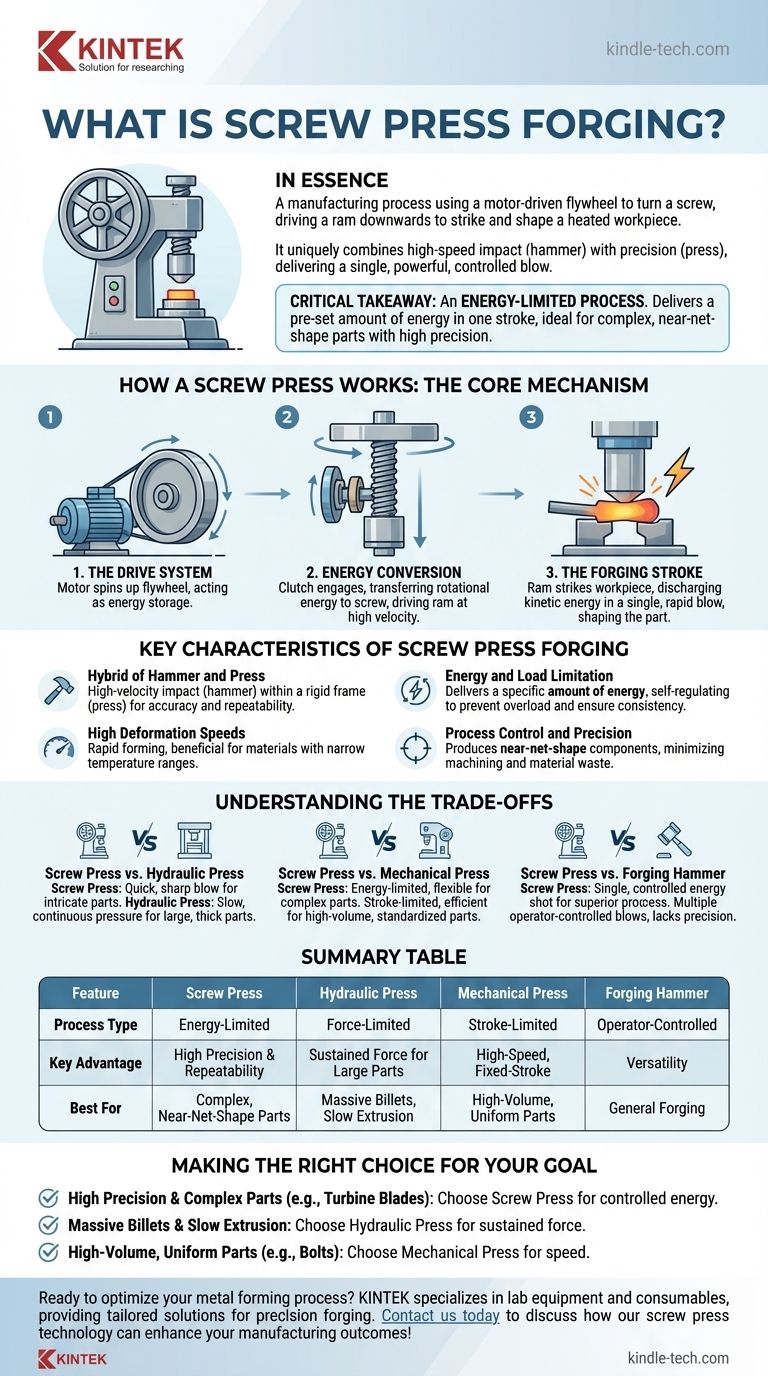
In sostanza, la forgiatura con pressa a vite è un processo di produzione che utilizza un grande volano azionato da un motore per far girare una vite, la quale a sua volta aziona un maglio verso il basso per colpire e modellare un pezzo metallico riscaldato. Combina in modo unico l'impatto ad alta velocità di un maglio da forgiatura con la precisione di una pressa, erogando un singolo colpo potente, e altamente controllato per formare il pezzo.
Il punto cruciale è che la forgiatura con pressa a vite è un processo a energia limitata. A differenza di altre presse che si fermano in una posizione specifica, una pressa a vite eroga una quantità preimpostata di energia in un'unica corsa, rendendola eccezionalmente adatta per creare parti complesse, quasi a forma finita, con alta precisione.

Come funziona una pressa a vite: il meccanismo centrale
Una pressa a vite opera su un principio di conversione dell'energia semplice ma potente. Comprendere questo meccanismo rivela perché occupa una posizione unica tra le tecnologie di forgiatura.
Il sistema di azionamento
Il processo inizia con un motore elettrico che fa girare un grande e pesante volano a una specifica velocità di rotazione. Questo volano, collegato a una massiccia vite verticale, funge da unità di accumulo di energia per l'intera macchina.
Conversione dell'energia
Quando la pressa viene attivata, una frizione si innesta e l'energia rotazionale del volano in rotazione viene trasferita alla vite. Mentre la vite gira, aziona il maglio collegato (la parte mobile della pressa) verso il basso ad alta velocità.
La corsa di forgiatura
Il maglio colpisce il pezzo, che viene posizionato su una matrice fissa. Tutta l'energia cinetica immagazzinata nel volano viene scaricata nel metallo con un singolo, rapido colpo. La corsa termina quando questa energia è completamente dissipata dalla deformazione del pezzo, a quel punto il maglio si ferma automaticamente.
Caratteristiche chiave della forgiatura con pressa a vite
Il design di una pressa a vite le conferisce un insieme distinto di caratteristiche operative che la differenziano dalle presse idrauliche o meccaniche a manovella.
Un ibrido tra maglio e pressa
Le presse a vite occupano una posizione intermedia tra i magli da forgiatura e le altre presse. Erogono un impatto ad alta velocità simile a un maglio, ma lo fanno all'interno del telaio rigido e guidato di una pressa, offrendo una precisione dimensionale e ripetibilità molto maggiori.
Limitazione di energia e carico
Questa è la caratteristica distintiva. La macchina è impostata per erogare una quantità specifica di energia, non per raggiungere una posizione inferiore fissa. Questa autoregolazione previene il sovraccarico dello stampo e garantisce che a ogni pezzo venga applicata un'energia costante, il che è fondamentale per il controllo delle proprietà del materiale.
Alte velocità di deformazione
L'alta velocità del maglio consente una rapida formatura del pezzo. Questo è vantaggioso per i materiali con un intervallo di temperatura di forgiatura ristretto, poiché il pezzo può essere completamente modellato prima che si raffreddi in modo significativo.
Controllo del processo e precisione
Poiché l'apporto di energia è controllato con precisione, le presse a vite eccellono nella produzione di componenti quasi a forma finita. Ciò significa che la parte forgiata è molto vicina alle sue dimensioni finali, riducendo al minimo la necessità di successive lavorazioni e riducendo gli sprechi di materiale.
Comprendere i compromessi: pressa a vite vs. altri metodi
Nessun singolo metodo di forgiatura è universalmente superiore; la scelta dipende interamente dalla geometria del pezzo, dal materiale e dal volume di produzione.
Pressa a vite vs. pressa idraulica
Una pressa idraulica, che è classificata in base alla forza massima che può generare (spesso in tonnellate), applica la pressione lentamente e continuamente. Questo è ideale per parti molto grandi e spesse che richiedono una "compressione" lenta. Al contrario, una pressa a vite eroga un colpo rapido e secco, che è migliore per riempire cavità di stampo intricate e lavorare con materiali sensibili alle velocità di deformazione.
Pressa a vite vs. pressa meccanica
Una pressa meccanica (o a manovella) convenzionale è limitata nella corsa. Il suo maglio si sposta in una posizione inferiore fissa ad ogni ciclo, indipendentemente dal pezzo. Questo la rende eccellente per produzioni ad alto volume e standardizzate. Una pressa a vite, essendo limitata in energia, offre maggiore flessibilità per parti complesse in cui lo spessore finale potrebbe variare leggermente.
Pressa a vite vs. maglio da forgiatura
Un maglio da forgiatura si affida all'abilità dell'operatore per erogare più colpi di intensità variabile. Sebbene versatile, manca della precisione e della ripetibilità di una pressa a vite. Il singolo colpo di energia controllato da una pressa a vite fornisce un controllo e una coerenza del processo di gran lunga superiori.
Fare la scelta giusta per il tuo obiettivo
La selezione del processo di forgiatura corretto richiede l'allineamento dei punti di forza della tecnologia con il tuo specifico obiettivo di produzione.
- Se il tuo obiettivo principale è l'alta precisione e parti complesse, quasi a forma finita (come pale di turbine o impianti chirurgici): L'energia controllata e la ripetibilità di una pressa a vite la rendono la scelta superiore.
- Se il tuo obiettivo principale è la formatura di billette massicce o l'esecuzione di forgiature a estrusione lenta: È necessaria la forza sostenuta e immensa di una pressa idraulica.
- Se il tuo obiettivo principale è la produzione di altissimo volume di parti più semplici e uniformi (come bulloni o raccordi standard): La velocità e la natura a corsa fissa di una pressa meccanica a manovella sono la soluzione più efficiente.
In definitiva, comprendere la differenza fondamentale tra forgiatura a energia limitata e a forza limitata è la chiave per ottenere il miglior risultato di produzione possibile.
Tabella riassuntiva:
| Caratteristica | Pressa a Vite | Pressa Idraulica | Pressa Meccanica | Maglio da Forgiatura |
|---|---|---|---|---|
| Tipo di Processo | A energia limitata | A forza limitata | A corsa limitata | Controllato dall'operatore |
| Vantaggio Chiave | Alta Precisione e Ripetibilità | Forza Sostenuta per Grandi Parti | Alta Velocità, Corsa Fissa | Versatilità |
| Ideale Per | Parti Complesse, Quasi a Forma Finita | Billette Massicce, Estrusione Lenta | Parti Uniformi ad Alto Volume | Forgiatura Generale con Abilità dell'Operatore |
Pronto a ottimizzare il tuo processo di formatura dei metalli? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, fornendo soluzioni su misura per la forgiatura di precisione e i test sui materiali. Che tu stia sviluppando componenti complessi o abbia bisogno di attrezzature affidabili per il tuo laboratorio, la nostra esperienza ti garantisce risultati superiori con elevata ripetibilità e sprechi minimi. Contattaci oggi per discutere come la nostra tecnologia di presse a vite e il nostro supporto possono migliorare i tuoi risultati di produzione!
Guida Visiva
Prodotti correlati
- Pressa ad Anello per Applicazioni di Laboratorio
- Stampo a Pressa Quadrato Assemble per Applicazioni di Laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Presse a Forma Speciale per Laboratorio
- Pressa da Laboratorio Quadrata per Applicazioni di Laboratorio
Domande frequenti
- Quali problemi tecnici risolvono gli stampi a pressione specializzati? Risolvono la delaminazione e i gradienti di densità nella pressatura delle batterie.
- Cos'è il metodo dello stampaggio a pressione? Una guida per forme ceramiche coerenti e dettagliate
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Qual è lo scopo dei dispositivi di pressione specializzati nelle batterie allo stato solido a solfuro? Garantire la stabilità chimico-meccanica
- A cosa serve uno stampo a pressione? Ottenere precisione e efficienza ripetibili









