In sostanza, la differenza risiede nello scopo e nello stato. La pressatura isostatica a freddo (CIP) utilizza la pressione liquida a temperatura ambiente per compattare le polveri in un pezzo "verde" solido, ma non finito. Al contrario, la pressatura isostatica a caldo (HIP) utilizza gas ad alta pressione a temperature estreme per densificare completamente i materiali, eliminare i difetti interni e creare un componente finito ad alte prestazioni.
La distinzione cruciale non è solo la temperatura, ma la fase di produzione. La CIP è un processo di formatura che crea una forma preliminare. L'HIP è un processo di densificazione che ottiene le proprietà finali del materiale, spesso su pezzi che sono già stati formati.

La meccanica della pressatura isostatica a freddo (CIP)
La pressatura isostatica a freddo, talvolta chiamata formatura idrostatica, è una fase fondamentale per la creazione di pezzi a partire da polveri. Il suo obiettivo principale è produrre un pre-formato uniformemente denso per la lavorazione successiva.
Il principio fondamentale: pressione uniforme
La CIP sfrutta la proprietà fondamentale dei liquidi di trasmettere la pressione equamente in tutte le direzioni.
Questa pressione idrostatica viene applicata a uno stampo flessibile contenente la polvere, garantendo che il materiale si compatti con eccezionale uniformità da ogni angolazione.
Il processo in pratica
Il processo è semplice. Uno stampo flessibile riempito di polvere viene sigillato e immerso in una camera a pressione riempita di liquido, tipicamente acqua o olio.
Una pompa esterna pressurizza il liquido, comprimendo lo stampo e il suo contenuto. Questo ciclo è spesso rapido e avviene a temperatura ambiente o prossima ad essa.
Il risultato del pezzo "verde"
Il risultato della CIP è un pezzo "verde". Questo componente è solido e ha una resistenza sufficiente per essere maneggiato e lavorato.
Tuttavia, le particelle di polvere sono solo bloccate meccanicamente. Deve subire un processo successivo ad alta temperatura, come la sinterizzazione, per legare metallurgicamente le particelle e raggiungere la sua resistenza finale.
Pressatura a sacco umido (Wet Bag) vs. a sacco secco (Dry Bag)
Esistono due metodi principali di CIP. Nella pressatura a sacco umido (wet bag), lo stampo viene immerso direttamente nel fluido per ogni ciclo. Nella pressatura a sacco secco (dry bag), lo stampo viene inserito all'interno di una membrana flessibile permanente integrata nel recipiente a pressione, consentendo un'automazione più rapida e volumi di produzione più elevati.
La potenza della pressatura isostatica a caldo (HIP)
La pressatura isostatica a caldo è un processo di trattamento termico utilizzato per raggiungere un livello di integrità del materiale altrimenti impossibile. È una fase di finitura progettata per creare pezzi con una densità teorica prossima al 100%.
Il principio fondamentale: combinazione di calore e forza
L'HIP sottopone i componenti sia a temperatura elevata che a pressione di gas estremamente alta all'interno di un recipiente sigillato.
L'alta temperatura riduce la resistenza del materiale, consentendo all'alta pressione isostatica di chiudere e saldare eventuali pori interni, vuoti o micro-cricche. Un gas inerte, più comunemente argon, viene utilizzato come mezzo di pressione per prevenire qualsiasi reazione con il materiale.
Il processo in pratica
I pezzi vengono caricati nel recipiente HIP, che viene quindi sigillato e riscaldato. Man mano che la temperatura aumenta, il gas inerte viene pompato all'interno, aumentando la pressione fino a 200 MPa o più.
Temperatura, pressione e tempo sono controllati con precisione per ottenere la densificazione completa. Il ciclo si conclude con una fase controllata di raffreddamento e depressurizzazione.
Il prodotto finale densificato
Il risultato è un componente completamente denso con proprietà meccaniche drasticamente migliorate, inclusa la vita a fatica e la tenacità alla frattura.
L'HIP viene utilizzato per eliminare la porosità nelle fusioni critiche, consolidare le polveri in una forma finale netta e persino unire materiali dissimili con un perfetto legame metallurgico.
Comprendere i compromessi critici
La scelta tra questi processi richiede una chiara comprensione dei loro ruoli distinti, delle complessità e dei costi.
Scopo: Formatura vs. Finitura
La differenza più significativa è l'obiettivo di produzione. La CIP è una fase di formatura utilizzata per creare un pre-formato. L'HIP è una fase di finitura utilizzata per perfezionare la struttura interna di un pezzo. A volte, un pezzo può persino essere sottoposto a CIP per essere formato e poi, dopo la sinterizzazione, sottoposto a HIP per la densificazione finale.
Complessità del processo e costo
I sistemi CIP operano a temperatura ambiente con liquidi, rendendo l'attrezzatura relativamente più semplice ed economica. I tempi ciclo sono spesso più brevi.
L'HIP richiede un recipiente altamente specializzato in grado di gestire contemporaneamente temperature estreme e pressioni di gas in sicurezza. Ciò rende l'attrezzatura e il processo stesso significativamente più complessi e costosi.
Ambito di applicazione e materiali
La CIP è ideale per creare forme complesse da polveri ceramiche o metalliche che richiedono una densità uniforme prima di essere cotte o sinterizzate.
L'HIP è riservato ad applicazioni ad alte prestazioni dove il cedimento del materiale non è un'opzione, come pale di turbine aerospaziali, impianti medici e componenti industriali critici.
Fare la scelta giusta per il tuo obiettivo
La selezione del processo corretto non è una questione di quale sia "migliore", ma quale sia appropriato per il compito specifico nel tuo flusso di lavoro di produzione.
- Se il tuo obiettivo principale è creare un pezzo "verde" complesso e uniforme dalla polvere prima della sinterizzazione: la CIP è la scelta corretta ed economicamente vantaggiosa.
- Se il tuo obiettivo principale è eliminare la porosità interna in una fusione metallica per migliorarne le proprietà meccaniche: l'HIP è il trattamento di densificazione necessario.
- Se il tuo obiettivo principale è consolidare polvere metallica o ceramica direttamente in un pezzo finale completamente denso e ad alte prestazioni: l'HIP è il processo che può combinare formatura e densificazione in un unico potente passaggio.
Comprendendo la distinzione tra un processo di formatura e un processo di densificazione, puoi selezionare la tecnologia precisa per ottenere un'integrità ottimale del materiale.
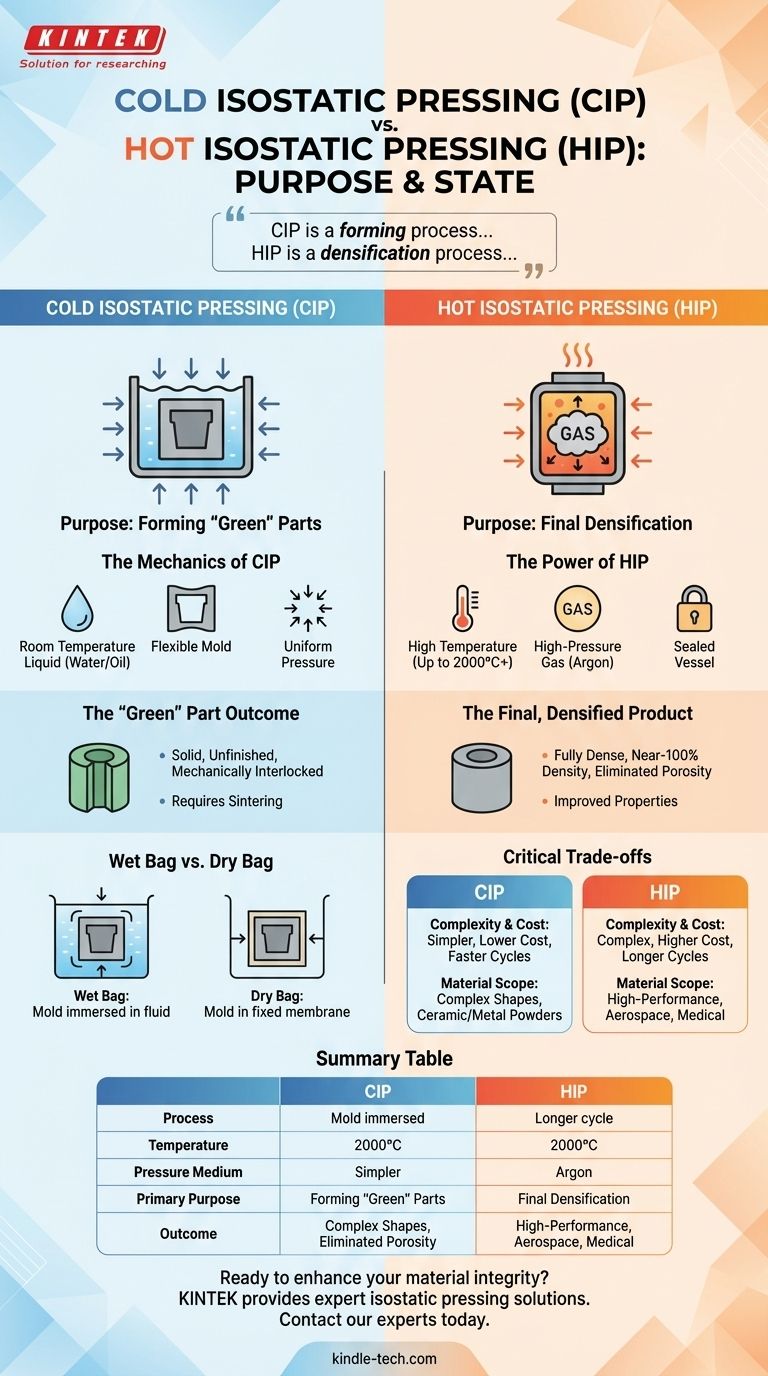
Tabella riassuntiva:
| Processo | Temperatura | Mezzo di pressione | Scopo principale | Risultato |
|---|---|---|---|---|
| Pressatura isostatica a freddo (CIP) | Temperatura ambiente | Liquido (Acqua/Olio) | Formatura di pezzi "verdi" | Compattazione uniforme della polvere per la sinterizzazione |
| Pressatura isostatica a caldo (HIP) | Alta temperatura (fino a 2000°C+) | Gas (Argon) | Densificazione finale | Densità prossima al 100%, eliminazione dei difetti |
Pronto a migliorare l'integrità del tuo materiale? Sia che tu debba formare pre-formati complessi in polvere con CIP o ottenere la densificazione completa con HIP, l'esperienza di KINTEK nelle apparecchiature da laboratorio e nei materiali di consumo può aiutarti a selezionare la soluzione di pressatura isostatica perfetta per le esigenze del tuo laboratorio o della tua produzione. Contatta oggi i nostri esperti per discutere come le nostre attrezzature specializzate possono migliorare le prestazioni e l'affidabilità dei tuoi componenti.
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Stampi per pressatura isostatica per laboratorio
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Perché le presse isostatiche a caldo (WIP) sono necessarie per le batterie a stato solido? Raggiungere un contatto a livello atomico
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo
- Qual è il principio della pressatura isostatica a caldo? Ottenere il 100% di densità e prestazioni superiori
- Qual è il processo di pressatura isostatica? Ottenere densità uniforme e forme complesse
- Quali vantaggi offre una pressa isostatica a caldo rispetto a una pressa uniassiale tradizionale per i fogli di elettrolita Li6PS5Cl?

















