Al suo interno, la tecnologia a film sottile consiste nel ottenere di più con meno. Depositando strati di materiale che possono essere spessi solo pochi atomi, possiamo progettare proprietà uniche, ridurre drasticamente il consumo di materiale e consentire la miniaturizzazione di dispositivi complessi. Questa capacità è la forza trainante dietro le scoperte in ogni campo, dai semiconduttori e celle solari ai rivestimenti ottici avanzati e agli impianti medici.
Il vantaggio principale della tecnologia a film sottile non è semplicemente rendere le cose più piccole o usare meno materiale. È la capacità di ingegnerizzare i materiali a livello molecolare, sbloccando nuove proprietà fisiche, elettroniche e ottiche impossibili da ottenere nella loro forma massiva.

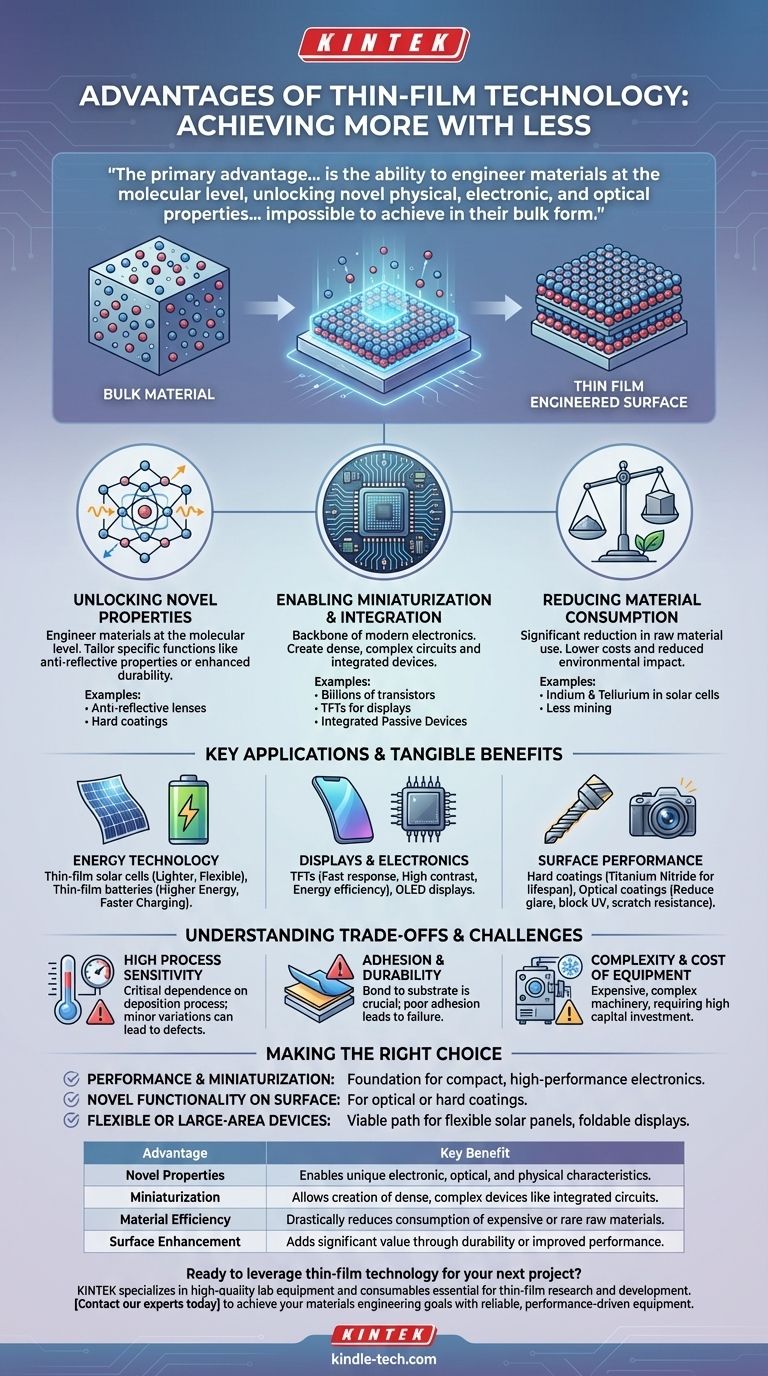
Il cambiamento fondamentale: dal materiale massivo alle superfici ingegnerizzate
La produzione tradizionale lavora con materiali "massivi" — blocchi solidi, fogli o componenti. La tecnologia a film sottile rappresenta un cambiamento fondamentale in questo paradigma, concentrandosi invece sulla costruzione di dispositivi strato per strato atomico.
Sbloccare nuove proprietà
Quando lo spessore di un materiale viene ridotto alla scala nanometrica, le sue proprietà possono cambiare drasticamente. La fisica che governa gli elettroni e la luce in un piano bidimensionale vincolato è diversa da quella in un materiale massivo tridimensionale.
Ciò consente agli ingegneri di creare materiali con funzioni specifiche e personalizzate. Ad esempio, una semplice lente ottica può essere trasformata con un film sottile antiriflesso, o un utensile da taglio standard può essere reso eccezionalmente durevole con un rivestimento duro.
Consentire la miniaturizzazione e l'integrazione
I film sottili sono la spina dorsale dell'elettronica moderna. Permettono la creazione di circuiti integrati incredibilmente densi e complessi, dove miliardi di transistor sono modellati su un singolo chip.
Questo principio si estende oltre le CPU. Tecnologie come i transistor a film sottile (TFT) sono essenziali per i moderni display ad alta risoluzione, e i dispositivi passivi integrati (IPD) utilizzano film sottili per combinare resistori, condensatori e induttori in un unico componente compatto.
Ridurre il consumo di materiale
Il vantaggio più ovvio è la significativa riduzione della quantità di materia prima richiesta. Questo è particolarmente critico quando si utilizzano materiali costosi o rari, come l'indio e il tellurio utilizzati in alcune celle solari.
Questa efficienza riduce i costi di produzione e l'impatto ambientale associato all'estrazione e alla lavorazione delle materie prime.
Applicazioni chiave e loro vantaggi
I vantaggi teorici dei film sottili si traducono in guadagni di prestazioni tangibili e reali in molteplici settori.
Rivoluzionare la tecnologia energetica
Le celle solari a film sottile ne sono un ottimo esempio. Sono significativamente più leggere e flessibili rispetto ai tradizionali wafer di silicio, consentendo applicazioni come vetri fotovoltaici su edifici o caricabatterie solari portatili e arrotolabili.
Allo stesso modo, le batterie a film sottile offrono una maggiore densità energetica, velocità di ricarica più rapide e una maggiore durata. Questo migliora le prestazioni e il fattore di forma di dispositivi che vanno dagli impianti medici e smart card a grandi banchi di accumulo di energia verde.
Avanzamento di display ed elettronica
Quasi ogni schermo moderno si basa sulla tecnologia a film sottile. I transistor a film sottile (TFT) agiscono come interruttori microscopici che controllano ogni pixel in un display LCD o OLED.
Questa tecnologia è ciò che conferisce ai display moderni i loro tempi di risposta rapidi, elevati rapporti di contrasto e una migliore efficienza energetica rispetto alle tecnologie di schermo più vecchie.
Migliorare le prestazioni superficiali
I film sottili forniscono un modo potente per aggiungere valore a un prodotto esistente. I rivestimenti duri, come il nitruro di titanio, possono essere applicati agli utensili da macchina per aumentare drasticamente la loro durata e le prestazioni di taglio.
Allo stesso modo, i rivestimenti ottici su occhiali o lenti di fotocamere possono ridurre l'abbagliamento, bloccare la luce UV e resistere ai graffi, il tutto con uno strato di materiale invisibilmente sottile.
Comprendere i compromessi e le sfide
Sebbene potente, la tecnologia a film sottile non è una soluzione universale. La sua implementazione richiede la gestione di sfide ingegneristiche specifiche.
Elevata sensibilità del processo
Le proprietà di un film sottile dipendono criticamente dal processo di deposizione utilizzato per crearlo (ad esempio, sputtering, deposizione chimica da vapore). Minime variazioni di temperatura, pressione o composizione del gas possono portare a difetti che rovinano le prestazioni del dispositivo.
Ottenere uniformità e ripetibilità, specialmente su grandi aree, è un ostacolo significativo nella produzione.
Adesione e durabilità
Un film è buono solo quanto il suo legame con il substrato sottostante. Una scarsa adesione può causare il distacco, la sfaldatura o la delaminazione del film, portando al guasto del dispositivo.
Inoltre, poiché gli strati sono così sottili, possono essere suscettibili a graffi meccanici o danni chimici se non protetti o progettati per un ambiente operativo specifico.
Complessità e costo delle attrezzature
I macchinari necessari per depositare film sottili di alta qualità sono complessi e costosi. Questi sistemi spesso richiedono ambienti di camera bianca e condizioni di alto vuoto, rappresentando un investimento di capitale sostanziale.
Questo costo iniziale può essere una barriera all'ingresso per alcune applicazioni o per produzioni su scala ridotta.
Fare la scelta giusta per il tuo obiettivo
La decisione di utilizzare la tecnologia a film sottile dipende interamente dal tuo obiettivo primario.
- Se il tuo obiettivo principale è la performance e la miniaturizzazione: I film sottili sono la base irrinunciabile per la creazione di elettronica compatta e ad alte prestazioni come semiconduttori avanzati e dispositivi passivi integrati.
- Se il tuo obiettivo principale è la funzionalità innovativa su una superficie: Utilizza i film sottili per applicazioni come rivestimenti ottici o rivestimenti duri, dove uno strato microscopico fornisce un miglioramento macroscopico delle prestazioni.
- Se il tuo obiettivo principale è la creazione di dispositivi flessibili o di grandi dimensioni: La deposizione di film sottili è il percorso più praticabile per la produzione di prodotti come pannelli solari flessibili, display pieghevoli o finestre intelligenti.
In definitiva, sfruttare la tecnologia a film sottile significa controllare con precisione la materia su scala microscopica per risolvere sfide ingegneristiche macroscopiche.
Tabella riassuntiva:
| Vantaggio | Beneficio chiave |
|---|---|
| Proprietà innovative | Consente caratteristiche elettroniche, ottiche e fisiche uniche non possibili con materiali massivi. |
| Miniaturizzazione | Permette la creazione di dispositivi densi e complessi come circuiti integrati e display ad alta risoluzione. |
| Efficienza dei materiali | Riduce drasticamente il consumo di materie prime costose o rare, abbassando i costi e l'impatto ambientale. |
| Miglioramento della superficie | Aggiunge un valore significativo attraverso rivestimenti duri per la durabilità o rivestimenti ottici per prestazioni migliorate. |
Pronto a sfruttare la tecnologia a film sottile per il tuo prossimo progetto?
KINTEK è specializzata nella fornitura di attrezzature da laboratorio e materiali di consumo di alta qualità essenziali per la ricerca e lo sviluppo di film sottili. Che tu stia lavorando su semiconduttori di prossima generazione, celle solari avanzate o rivestimenti superficiali durevoli, le nostre soluzioni supportano i processi di deposizione precisi richiesti per il successo.
Contatta i nostri esperti oggi stesso per discutere come possiamo aiutarti a raggiungere i tuoi obiettivi di ingegneria dei materiali con attrezzature affidabili e orientate alle prestazioni.
Guida Visiva
Prodotti correlati
- Macchina per forni a pressa sottovuoto per laminazione e riscaldamento
- Crogiolo in rame privo di ossigeno per rivestimento a evaporazione a fascio elettronico e barchetta di evaporazione
- Barca di evaporazione in molibdeno, tungsteno e tantalio per applicazioni ad alta temperatura
- Macchina per estrusione di film soffiato da laboratorio a coestrusione a tre strati
- Pellicola flessibile in alluminio-plastica per imballaggi di batterie al litio
Domande frequenti
- In che modo il sistema a vuoto all'interno di un forno a pressa a caldo sottovuoto contribuisce alla qualità dei compositi a matrice di alluminio?
- Quali sono i vantaggi dell'utilizzo di un forno a pressa a caldo sottovuoto per la sinterizzazione di compositi CNT/Cu? Densità e legame superiori
- Quali sono i vantaggi di un forno a pressa calda sottovuoto per W-50%Cu? Raggiungere una densità del 99,6% a temperature più basse
- Quale ruolo gioca la pressione meccanica durante la brasatura per diffusione sotto vuoto di tungsteno e rame? Chiavi per un legame solido
- Perché è necessario mantenere un ambiente ad alto vuoto all'interno di un forno a pressa a caldo sottovuoto? Ottimizzare la sinterizzazione Cu-SiC





