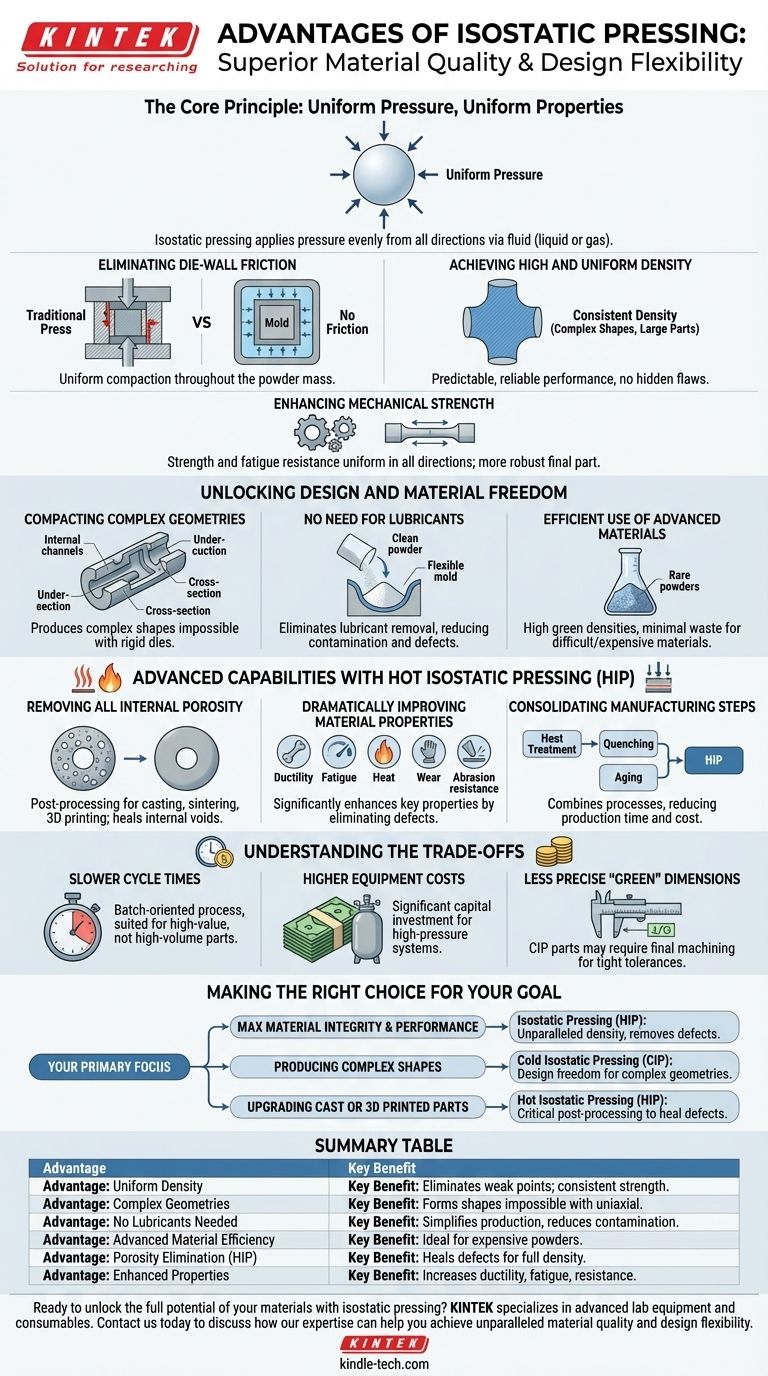
In sintesi, la pressatura isostatica offre una qualità del materiale superiore e una maggiore flessibilità di progettazione. I suoi vantaggi principali sono la capacità di creare pezzi con densità e resistenza altamente uniformi in tutte le direzioni e di formare forme complesse impossibili da realizzare con i metodi tradizionali di pressatura uniassiale.
I metodi convenzionali di compattazione delle polveri introducono debolezze interne e limitano la libertà di progettazione. La pressatura isostatica supera questi limiti fondamentali applicando la pressione in modo uguale da tutte le direzioni, ottenendo un'integrità del materiale superiore e una maggiore flessibilità geometrica.

Il Principio Fondamentale: Pressione Uniforme, Proprietà Uniformi
La pressatura isostatica cambia fondamentalmente il modo in cui vengono applicate le forze di compattazione. Invece di un punzone ad un singolo asse, utilizza un fluido — liquido (Pressatura Isostatica a Freddo) o gas (Pressatura Isostatica a Caldo) — per esercitare una pressione uniforme su tutta la superficie del pezzo.
Eliminazione dell'Attrito con le Pareti dello Stampo
Nella compattazione uniassiale convenzionale, l'attrito tra la polvere e le pareti rigide dello stampo impedisce la trasmissione uniforme della pressione. Questa è una causa principale di variazioni di densità e punti deboli.
La pressatura isostatica elimina completamente l'attrito con le pareti dello stampo, consentendo alla pressione di compattazione di essere applicata uniformemente attraverso tutta la massa di polvere.
Raggiungere una Densità Elevata e Uniforme
Il risultato diretto di una pressione uniforme è un pezzo con una densità eccezionalmente uniforme. Ciò è valido anche per pezzi con forme complesse o grandi rapporti altezza/diametro, notoriamente difficili da ottenere con altri metodi.
Questa uniformità garantisce prestazioni prevedibili e affidabili senza difetti interni nascosti.
Miglioramento della Resistenza Meccanica
Poiché la densità è costante in tutto il componente, anche le proprietà meccaniche risultanti, come resistenza e resistenza a fatica, sono uniformi in tutte le direzioni.
Non ci sono piani di debolezza intrinseci o tensioni interne introdotte durante il processo di compattazione, il che porta a un pezzo finale più robusto.
Sbloccare la Libertà di Progettazione e dei Materiali
L'uso di uno stampo flessibile e della pressione fluida rimuove molti dei vincoli imposti dagli stampi metallici rigidi, aprendo nuove possibilità per ingegneri e progettisti.
Compattazione di Geometrie Complesse
La pressatura isostatica eccelle nella produzione di forme piuttosto complesse che non possono essere estratte da una cavità di stampo rigido. Ciò include pezzi con sottosquadri, sezioni trasversali variabili o cavità interne.
Nessuna Necessità di Lubrificanti
Il processo compatta efficacemente la polvere senza la necessità di lubrificanti aggiunti. Ciò semplifica la produzione eliminando la fase di rimozione del lubrificante (combustione) richiesta in altri metodi, che può essere fonte di contaminazione o difetti.
Uso Efficiente di Materiali Avanzati
Questo metodo è altamente efficace per materiali difficili da compattare o costosi. Raggiunge elevate densità "verdi" con un utilizzo eccezionale del materiale, minimizzando lo spreco di polveri preziose.
Capacità Avanzate con la Pressatura Isostatica a Caldo (HIP)
La Pressatura Isostatica a Caldo (HIP) combina pressione immensa con alta temperatura, trasformandosi in un potente strumento non solo per formare pezzi, ma per perfezionarli.
Rimozione di Tutta la Porosità Interna
L'HIP viene utilizzata come fase di post-lavorazione per rimuovere completamente la porosità nei componenti realizzati tramite fusione, sinterizzazione o produzione additiva (stampa 3D).
Risanano efficacemente i vuoti interni e correggono problemi come la scarsa adesione degli strati nei pezzi stampati in 3D, creando una microstruttura completamente densa e uniforme.
Miglioramento Drastico delle Proprietà del Materiale
Eliminando i difetti interni, l'HIP migliora significativamente le proprietà chiave del materiale. Il processo è dimostrato aumentare la duttilità, la resistenza a fatica e la resistenza al calore, all'usura e all'abrasione di un pezzo.
Consolidamento delle Fasi di Produzione
Per alcuni materiali, il ciclo HIP può essere progettato per combinare il trattamento termico, la tempra e i processi di invecchiamento in un'unica operazione efficiente. Questo consolidamento può ridurre drasticamente i tempi e i costi totali di produzione.
Comprendere i Compromessi
Sebbene potente, la pressatura isostatica non è una soluzione universale. Comprendere i suoi limiti è fondamentale per prendere una decisione informata.
Tempi di Ciclo Più Lenti
Rispetto alle presse uniassiali automatizzate ad alta velocità che possono produrre migliaia di pezzi all'ora, la pressatura isostatica è un processo più lento, orientato al lotto. È più adatto a componenti di alto valore che a pezzi ad alto volume e basso costo.
Costi delle Attrezzature Più Elevati
I recipienti ad alta pressione e i complessi sistemi di controllo richiesti per la pressatura isostatica rappresentano un investimento di capitale significativo rispetto alle presse meccaniche o idrauliche convenzionali.
Dimensioni "Verdi" Meno Precise
I pezzi formati tramite Pressatura Isostatica a Freddo (CIP) hanno spesso tolleranze dimensionali meno precise nel loro stato pre-sinterizzato ("verde") rispetto ai pezzi compattati a stampo. Di solito richiedono una fase di lavorazione finale per soddisfare specifiche rigorose.
Fare la Scelta Giusta per il Tuo Obiettivo
La scelta del processo corretto dipende interamente dai requisiti specifici del tuo progetto in termini di prestazioni, complessità e volume.
- Se la tua attenzione principale è la massima integrità e prestazione del materiale: La pressatura isostatica, in particolare l'HIP, fornisce una densità impareggiabile e rimuove i difetti interni che limitano altri metodi.
- Se la tua attenzione principale è la produzione di forme complesse da polvere: La Pressatura Isostatica a Freddo (CIP) offre la libertà di progettazione per creare geometrie impossibili da ottenere con presse uniassiali tradizionali.
- Se la tua attenzione principale è l'aggiornamento di componenti fusi o stampati in 3D: La Pressatura Isostatica a Caldo (HIP) è una fase di post-lavorazione critica per risanare i difetti e sbloccare il pieno potenziale delle proprietà del materiale.
Comprendendo questi vantaggi, puoi selezionare la giusta tecnologia di pressatura per soddisfare le specifiche di materiale e progettazione più esigenti.
Tabella Riassuntiva:
| Vantaggio | Beneficio Chiave |
|---|---|
| Densità Uniforme | Elimina i punti deboli; resistenza costante in tutte le direzioni. |
| Geometrie Complesse | Forma geometrie impossibili con la pressatura uniassiale (sottosquadri, cavità). |
| Nessun Lubrificante Necessario | Semplifica la produzione e riduce il rischio di contaminazione. |
| Efficienza dei Materiali Avanzati | Ideale per polveri difficili da compattare o costose. |
| Eliminazione della Porosità (HIP) | Risanamento dei difetti interni in pezzi fusi o stampati in 3D per la massima densità. |
| Proprietà Migliorate | Aumenta la duttilità, la resistenza a fatica e la resistenza al calore/usura. |
Pronto a sbloccare il pieno potenziale dei tuoi materiali con la pressatura isostatica?
KINTEK è specializzata in attrezzature da laboratorio avanzate e materiali di consumo, fornendo gli strumenti precisi necessari per una lavorazione superiore dei materiali. Sia che tu stia sviluppando componenti complessi o cercando di migliorare l'integrità di parti ad alte prestazioni, le nostre soluzioni sono progettate per soddisfare le esigenze specifiche del tuo laboratorio.
Contattaci oggi stesso per discutere come la nostra esperienza può aiutarti a raggiungere una qualità del materiale e una flessibilità di progettazione senza pari.
Guida Visiva
Prodotti correlati
- Stampi per pressatura isostatica per laboratorio
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Quali sono le applicazioni della tecnologia di pressatura isostatica? Raggiungere densità e uniformità dei materiali superiori
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti
- Qual è il processo di pressatura isostatica? Ottenere una densità uniforme per pezzi complessi
- Quanto è grande il mercato della pressatura isostatica? Un'analisi approfondita del fattore abilitante della produzione avanzata da oltre 1,2 miliardi di dollari
- Cos'è la pressatura isostatica a caldo e a freddo? Formatura contro Finitura per Materiali Superiori













