Per essere diretti: lo stampaggio a compressione è generalmente considerato un processo più lento su base per pezzo rispetto a metodi ad alto volume come lo stampaggio a iniezione. I suoi tempi di ciclo sono misurati in minuti piuttosto che in secondi. Tuttavia, questa prospettiva è incompleta, poiché i suoi requisiti di attrezzatura più semplici possono accorciare significativamente la tempistica complessiva del progetto, dalla progettazione alla prima serie di produzione.
La velocità dello stampaggio a compressione è ingannevole. Sebbene i tempi di ciclo dei singoli pezzi siano più lunghi, la sua attrezzatura più rapida e meno costosa può renderlo il percorso più veloce per commercializzare la produzione a basso-medio volume, specialmente per parti grandi o specifici materiali compositi.

Cosa definisce la velocità dello stampaggio a compressione?
Per comprendere la velocità del processo, devi prima comprenderne i passaggi fondamentali. Il tempo di ciclo totale è la somma di diverse fasi distinte, spesso manuali.
Le fasi principali del processo
Il ciclo inizia posizionando una quantità pre-misurata di materiale di stampaggio, nota come carica o preforma, nella metà inferiore riscaldata di una cavità dello stampo.
Lo stampo viene quindi chiuso, applicando un'immensa pressione, che forza il materiale a riempire l'intera cavità. La combinazione di calore e pressione viene mantenuta per una durata specifica.
Il ruolo critico del tempo di polimerizzazione
Questo periodo di mantenimento, noto come tempo di polimerizzazione, è tipicamente la parte più lunga del ciclo. Durante questa fase, i materiali termoindurenti (come gomme o fenolici) subiscono una reazione di reticolazione chimica, indurendoli permanentemente.
A differenza del rapido raffreddamento dei termoplastici nello stampaggio a iniezione, questa polimerizzazione chimica è un processo dipendente dal tempo che non può essere affrettato senza compromettere l'integrità strutturale del pezzo.
Tipo di materiale e spessore del pezzo
Il tempo di polimerizzazione richiesto è fortemente influenzato da due fattori: il materiale utilizzato e lo spessore della sezione trasversale del pezzo.
I pezzi più spessi richiedono tempi di polimerizzazione più lunghi per garantire che il nucleo del componente raggiunga la temperatura necessaria e polimerizzi completamente. Materiali diversi hanno anche caratteristiche di polimerizzazione intrinsecamente diverse.
Confronto dei tempi di ciclo: stampaggio a compressione vs. stampaggio a iniezione
Il punto di confronto più comune per la velocità è lo stampaggio a iniezione. I due processi servono esigenze diverse ed eccellono in scenari di produzione diversi.
Il vantaggio dello stampaggio a iniezione: automazione e velocità
Lo stampaggio a iniezione è un processo altamente automatizzato progettato per volumi di produzione massicci. La plastica fusa viene iniettata in uno stampo sotto alta pressione, raffreddata rapidamente e quindi espulsa automaticamente.
I tempi di ciclo per lo stampaggio a iniezione sono incredibilmente brevi, spesso variando da 15 a 60 secondi. Questo lo rende imbattibile per la produzione di milioni di pezzi identici a un costo molto basso per unità.
La nicchia dello stampaggio a compressione: semplicità e materiali
I cicli di stampaggio a compressione sono molto più lunghi, tipicamente variando da 1 a 6 minuti, e possono essere ancora più lunghi per componenti molto grandi o spessi.
Tuttavia, eccelle nella formatura di materiali difficili o impossibili da stampare a iniezione, come compositi ad alta fibra (SMC/BMC), PTFE e varie gomme termoindurenti.
Comprendere i compromessi: velocità del pezzo vs. velocità del progetto
Concentrarsi solo sul tempo di ciclo per pezzo tralascia una parte critica dell'equazione di produzione: il tempo e il costo necessari per iniziare.
Tempo di consegna dell'attrezzatura
Qui lo stampaggio a compressione ha spesso un vantaggio significativo. Gli stampi sono più semplici, poiché non richiedono i complessi canali di colata, materozze e canali di raffreddamento di uno stampo a iniezione.
Uno stampo a compressione può spesso essere progettato e fabbricato in 6-8 settimane. Uno stampo a iniezione complesso può facilmente richiedere 12-20 settimane o più, rappresentando un ritardo significativo nel portare un prodotto sul mercato.
Costo per pezzo a volume
L'investimento iniziale in uno stampo a iniezione è sostanzialmente più elevato. Questo costo è giustificato se distribuito su centinaia di migliaia o milioni di pezzi.
Per volumi inferiori (ad esempio, da 500 a 20.000 unità), l'alto costo dell'attrezzatura per lo stampaggio a iniezione può rendere il costo per pezzo proibitivo. Il costo inferiore dell'attrezzatura per lo stampaggio a compressione lo rende molto più economico per queste serie di produzione.
Geometria e dimensioni del pezzo
Lo stampaggio a compressione è eccezionalmente adatto per la produzione di parti grandi e relativamente semplici, come pannelli di carrozzeria automobilistici, custodie elettriche o guarnizioni di grandi dimensioni. La pressione delicata e uniforme è ideale per queste geometrie.
Lo stampaggio a iniezione, al contrario, è la scelta superiore per parti piccole e altamente complesse con caratteristiche intricate e tolleranze strette.
Fare la scelta giusta per il tuo obiettivo
Il processo "più veloce" è quello che si allinea meglio con i requisiti specifici del tuo progetto, dal volume e materiale al budget e al time-to-market.
- Se il tuo obiettivo principale è la produzione ad alto volume (oltre 100.000 unità) di parti termoplastiche: il tempo di ciclo inferiore al minuto dello stampaggio a iniezione è il chiaro vincitore per ottenere il costo per pezzo più basso.
- Se il tuo obiettivo principale è un lancio rapido o produzioni a basso-medio volume (sotto le 20.000 unità): il tempo di consegna più breve dell'attrezzatura per lo stampaggio a compressione può portare il tuo prodotto sul mercato più velocemente e in modo più economico.
- Se il tuo obiettivo principale è l'utilizzo di termoindurenti specifici o compositi ad alta fibra: lo stampaggio a compressione è spesso l'unico processo praticabile, rendendo il suo tempo di ciclo un parametro necessario per lavorare con questi materiali avanzati.
In definitiva, considerare la velocità attraverso la lente della tempistica totale del tuo progetto, dalla lavorazione iniziale al pezzo finale, è la chiave per selezionare il processo più efficace.
Tabella riassuntiva:
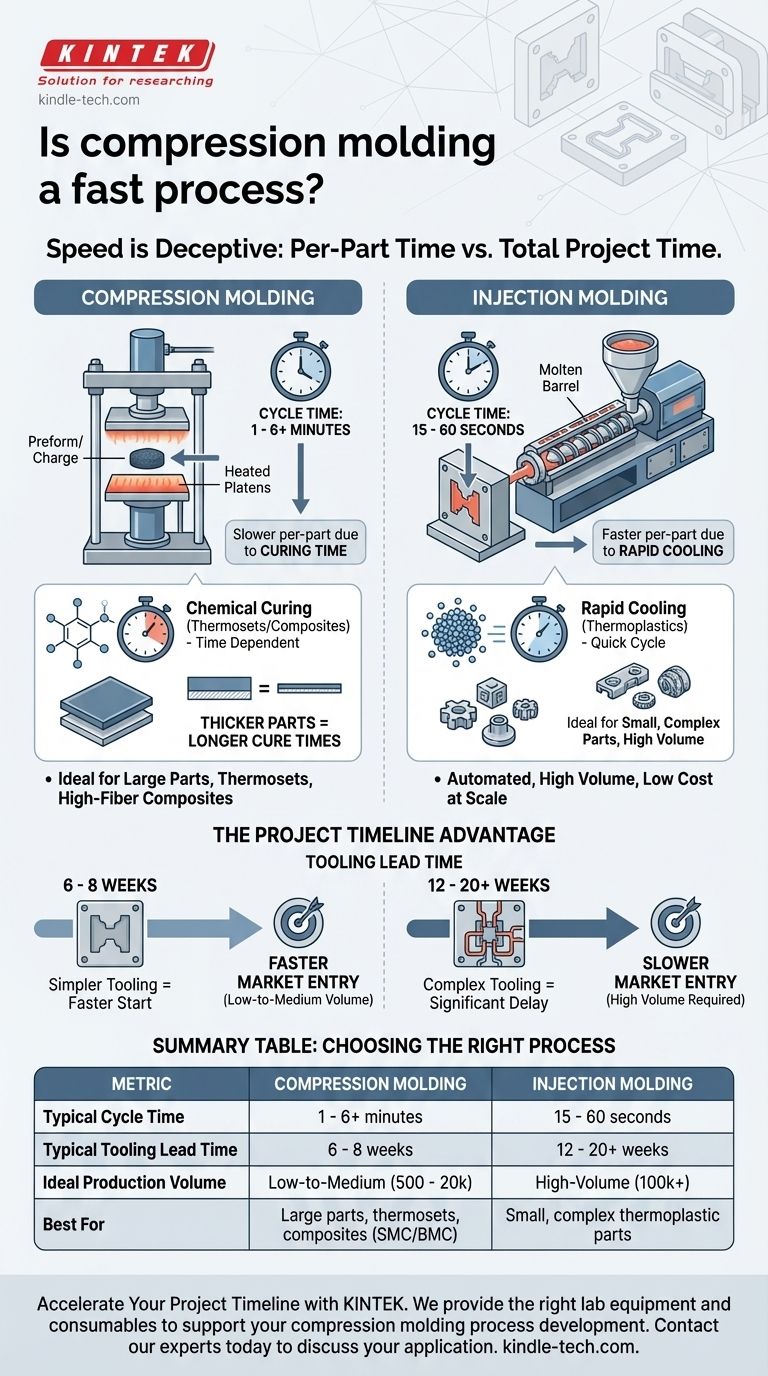
| Metrica | Stampaggio a compressione | Stampaggio a iniezione |
|---|---|---|
| Tempo di ciclo tipico | 1 - 6+ minuti | 15 - 60 secondi |
| Tempo di consegna tipico dell'attrezzatura | 6 - 8 settimane | 12 - 20+ settimane |
| Volume di produzione ideale | Basso-Medio (500 - 20.000 unità) | Alto volume (100.000+ unità) |
| Ideale per | Parti grandi, termoindurenti, compositi (SMC/BMC) | Parti termoplastiche piccole e complesse |
Hai bisogno di portare la tua produzione a basso-medio volume sul mercato più velocemente?
In KINTEK, siamo specializzati nella fornitura delle giuste attrezzature da laboratorio e materiali di consumo per supportare i tuoi test sui materiali e lo sviluppo del processo per lo stampaggio a compressione. Che tu stia lavorando con compositi avanzati, gomme o termoindurenti, le nostre soluzioni possono aiutarti a ottimizzare i tempi di polimerizzazione e garantire la qualità del pezzo.
Acceleriamo insieme la tempistica del tuo progetto. Contatta i nostri esperti oggi stesso per discutere la tua applicazione specifica e come possiamo supportare le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Stampi per pressatura isostatica per laboratorio
- Stampo per pressa a sfere per laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Pressa per pastiglie di polvere per anello in plastica per laboratorio XRF & KBR per FTIR
- Stampo per pressatura di pellet di polvere di acido borico XRF per uso di laboratorio
Domande frequenti
- Qual è l'applicazione della pressatura isostatica? Ottenere una densità uniforme nei componenti ad alte prestazioni
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti
- Quanto è grande il mercato della pressatura isostatica? Un'analisi approfondita del fattore abilitante della produzione avanzata da oltre 1,2 miliardi di dollari
- Quali sono i vantaggi della pressatura isostatica? Ottenere un'integrità del materiale superiore e libertà di progettazione
- Qual è lo scopo dei dispositivi di pressione specializzati nelle batterie allo stato solido a solfuro? Garantire la stabilità chimico-meccanica



















