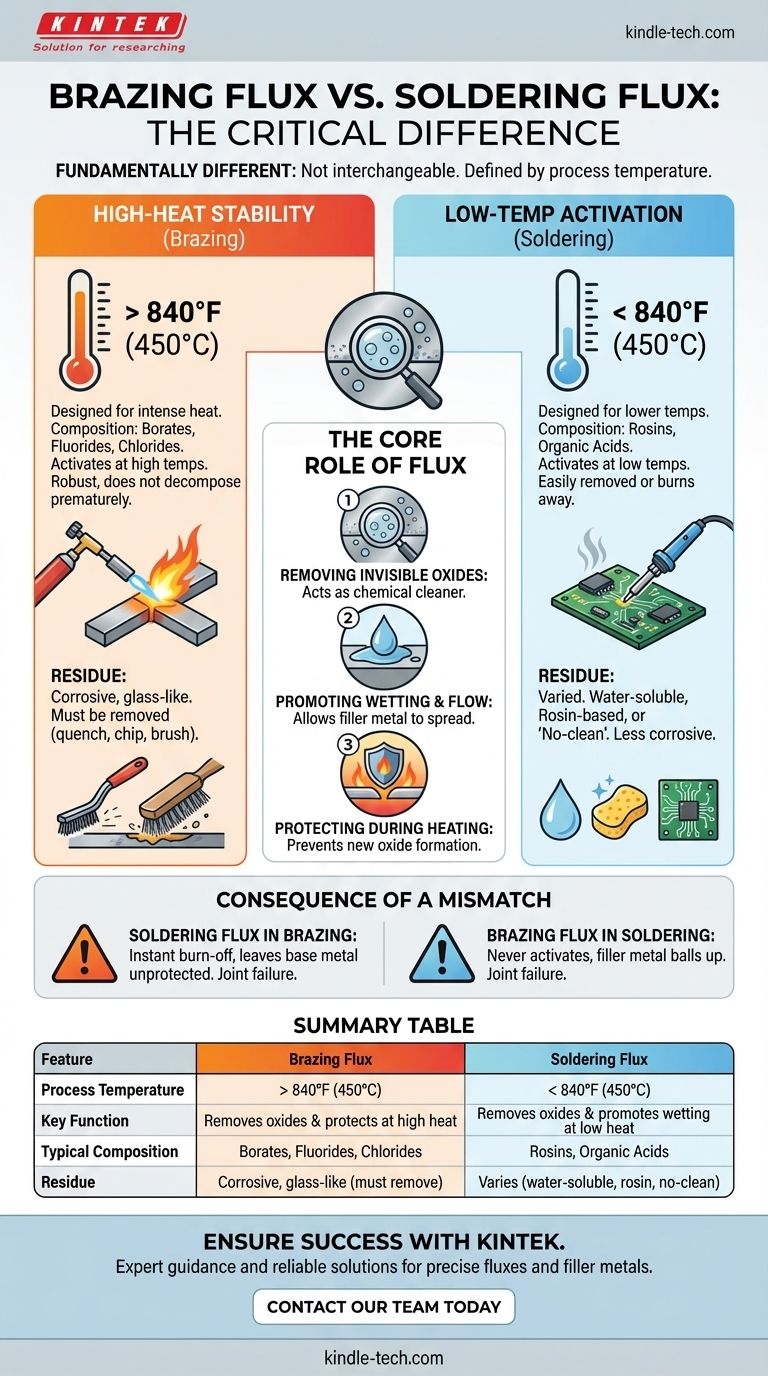
Sì, il fondente per brasatura e il fondente per saldatura sono fondamentalmente diversi e non possono essere utilizzati in modo intercambiabile. La differenza principale è la loro formulazione chimica, progettata per adattarsi ai diversi intervalli di temperatura di ciascun processo. Il fondente per brasatura è progettato per rimanere stabile e attivo a temperature superiori a 450°C (840°F), mentre il fondente per saldatura è progettato per funzionare alle temperature molto più basse tipiche della saldatura.
Il principio fondamentale da comprendere è che il fondente deve essere attivo alla temperatura di lavoro del vostro metallo d'apporto. L'utilizzo del fondente sbagliato farà sì che non si attivi o che si bruci prima che la giunzione sia realizzata, con conseguente immediato cedimento della giunzione.
Il ruolo fondamentale del fondente: il partner invisibile
Per capire perché i fondenti sono diversi, è necessario prima capire cosa fa il fondente. Non è un additivo opzionale; è un prerequisito chimico per una giunzione di successo.
Rimozione degli ossidi invisibili
Tutti i metalli, anche quando sembrano puliti, sono coperti da un sottile strato invisibile di ossido. Questo strato di ossido impedisce al metallo d'apporto fuso di aderire al metallo base. Il fondente agisce come un detergente chimico, rimuovendo questo strato di ossido man mano che il pezzo viene riscaldato.
Promozione della bagnatura e del flusso
Una volta rimossi gli ossidi, il fondente crea una superficie pulita e protetta. Ciò consente al metallo d'apporto fuso di "bagnare" i metalli base, ovvero la capacità di diffondersi uniformemente sulla superficie ed essere aspirato nella giunzione per azione capillare.
Protezione della giunzione durante il riscaldamento
Quando si riscaldano le parti metalliche, il tasso di ossidazione aumenta drasticamente. Il fondente crea una barriera protettiva sull'area della giunzione, impedendo la formazione di nuovi ossidi durante il lavoro.
Perché la temperatura determina la formulazione del fondente
La grande differenza nelle temperature di processo tra saldatura e brasatura è il fattore più importante che determina la chimica del fondente.
La sfida del fondente per brasatura: stabilità ad alta temperatura
La brasatura avviene ad alte temperature, tipicamente da 600°C a 1200°C (1100°F a 2200°F). Un fondente per brasatura deve essere abbastanza robusto da resistere a questo calore intenso senza decomporsi o bruciare prematuramente.
Questi fondenti sono tipicamente composti da composti chimici complessi come borati, fluoruri e cloruri. Sono inerti a temperatura ambiente e diventano aggressivi detergenti chimici solo ad alte temperature.
La sfida del fondente per saldatura: attivazione a bassa temperatura
La saldatura avviene a temperature molto più basse, solitamente inferiori a 450°C (840°F). Un fondente per brasatura sarebbe inutile qui, poiché rimarrebbe una polvere secca e inerte e non si attiverebbe mai.
I fondenti per saldatura sono formulati con resine o acidi organici che si attivano a queste temperature più basse. Sono progettati per pulire efficacemente la superficie e poi bruciare o essere facilmente rimossi.
La conseguenza di una mancata corrispondenza
Se si utilizza un fondente per saldatura per un'operazione di brasatura, questo brucerà e vaporizzerà istantaneamente molto prima che il metallo d'apporto per brasatura si sciolga, lasciando il metallo base non protetto e assicurando il fallimento della giunzione.
Se si utilizza un fondente per brasatura per un'operazione di saldatura, la temperatura non sarà mai abbastanza alta da attivare il fondente. Il metallo d'apporto si raggrupperà e rifiuterà di fluire, come se si stesse cercando di saldare su una superficie sporca.
Comprendere i compromessi e i residui
Le differenze chimiche influenzano anche ciò che rimane dopo che il lavoro è finito.
Residuo di fondente per brasatura: corrosivo e vetroso
Poiché contengono potenti sali chimici, i residui di fondente per brasatura sono altamente corrosivi. Devono essere rimossi accuratamente dopo che la giunzione si è raffreddata. Questo residuo è spesso duro e vetroso e richiede spegnimento, scheggiatura o spazzolatura metallica per la rimozione.
Residuo di fondente per saldatura: uno spettro di opzioni
I fondenti per saldatura offrono maggiore varietà. I fondenti idrosolubili sono aggressivi ma si puliscono facilmente con acqua. I fondenti a base di resina sono molto più delicati e meno corrosivi. L'elettronica moderna utilizza spesso fondenti "no-clean", dove il residuo minimo non è corrosivo e può essere lasciato sulla scheda.
Fare la scelta giusta per il vostro processo
Per garantire una giunzione di successo e durevole, la vostra scelta deve essere deliberata e corrispondere alla temperatura del processo.
- Se la vostra attenzione principale è l'unione ad alta resistenza con leghe d'argento o bronzo (Brasatura): Dovete utilizzare un fondente per brasatura chimicamente progettato per resistere e attivarsi a temperature superiori a 450°C (840°F).
- Se la vostra attenzione principale è l'unione con leghe a base di stagno a punto di fusione più basso (Saldatura): Dovete utilizzare un fondente per saldatura formulato per attivarsi a temperature inferiori a 450°C (840°F).
- Se la vostra attenzione principale è la pulizia post-processo e la sicurezza: Rimuovere sempre il residuo corrosivo del fondente per brasatura e, per la saldatura, scegliere il fondente più delicato (come resina o no-clean) che possa svolgere il lavoro.
Trattate sempre il fondente e il metallo d'apporto come un unico sistema inseparabile per garantire una giunzione affidabile.

Tabella riassuntiva:
| Caratteristica | Fondente per Brasatura | Fondente per Saldatura |
|---|---|---|
| Temperatura di Processo | > 450°C (840°F) | < 450°C (840°F) |
| Funzione Principale | Rimuove gli ossidi e protegge ad alta temperatura | Rimuove gli ossidi e promuove la bagnatura a bassa temperatura |
| Composizione Tipica | Borati, Fluoruri, Cloruri | Resine, Acidi Organici |
| Residuo | Corrosivo, vetroso (deve essere rimosso) | Variabile (può essere idrosolubile, a base di resina o no-clean) |
Assicuratevi il successo dei vostri progetti di brasatura e saldatura con i materiali giusti da KINTEK.
La scelta del fondente corretto è fondamentale per creare giunzioni forti e affidabili. KINTEK è specializzata nella fornitura di attrezzature da laboratorio e materiali di consumo di alta qualità, inclusi i fondenti e i metalli d'apporto precisi di cui il vostro laboratorio o la vostra officina hanno bisogno. I nostri esperti possono aiutarvi a selezionare i prodotti perfetti per la vostra specifica applicazione e i requisiti di temperatura.
Non rischiate il cedimento della giunzione: contattate oggi il nostro team per una guida esperta e soluzioni affidabili!
Guida Visiva
Prodotti correlati
Domande frequenti
- La brasatura può essere utilizzata per i metalli ferrosi? Sì, ed ecco come garantire un giunto robusto.
- Qual è il costo di un forno per brasatura sottovuoto? Una guida ai fattori chiave e alla strategia di investimento
- Cos'è un forno per trattamento termico sottovuoto? La guida definitiva alla lavorazione in atmosfera controllata
- Come funziona un trattamento termico sottovuoto? Ottenere proprietà dei materiali superiori in un ambiente incontaminato
- Cos'è il processo di trattamento termico sotto vuoto? Ottenere un controllo, una pulizia e una qualità superiori
