Il tempo necessario per ricottura un metallo non è un numero fisso, ma una variabile che può variare da pochi minuti per pezzi sottili di metalli non ferrosi a oltre 24 ore per componenti in acciaio grandi e complessi. La durata totale dipende interamente dal tipo di metallo, dalla sua massa e spessore e dalle proprietà specifiche che si desidera ottenere. Il processo è governato dal tempo necessario per riscaldare uniformemente il materiale, mantenerlo alla temperatura corretta per ristrutturare i suoi atomi e quindi raffreddarlo alla velocità appropriata.
Il principio fondamentale della ricottura non è segnare il tempo su un cronometro, ma ottenere una specifica trasformazione metallurgica. La quantità "corretta" di tempo è semplicemente il tempo necessario affinché l'intera massa del materiale raggiunga la sua temperatura di ricristallizzazione e quindi si raffreddi abbastanza lentamente da garantire la massima morbidezza e duttilità.
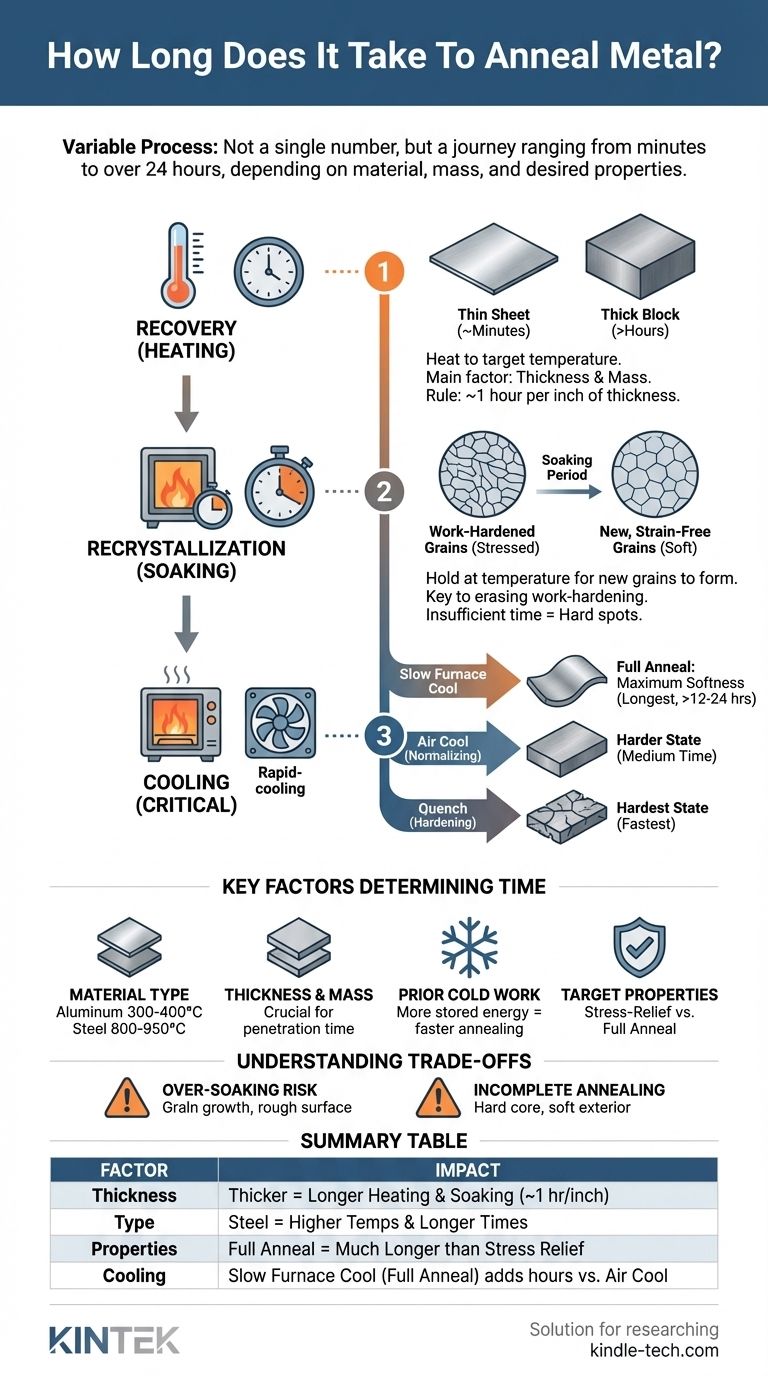
Le Tre Fasi del Tempo di Ricottura
La ricottura non è un singolo evento, ma un processo in tre parti. Il tempo totale è la somma di queste tre fasi distinte, ognuna delle quali svolge una funzione critica.
1. Fase di Recupero (Riscaldamento)
Questo è il tempo necessario per portare il materiale alla temperatura di ricottura target. Il fattore principale che influenza questa fase è lo spessore e la massa complessiva del materiale.
Un foglio sottile di alluminio può riscaldarsi in pochi minuti, mentre un blocco di acciaio per utensili spesso quattro pollici può impiegare diverse ore affinché il calore "penetri" dalla superficie al nucleo. Una regola pratica comune è prevedere un'ora di tempo di riscaldamento per ogni pollice di spessore.
2. Fase di Ricristallizzazione (Mantenimento in Temperatura)
Una volta che il materiale raggiunge la temperatura target, viene "mantenuto in temperatura" (soaking) per un periodo prestabilito. È qui che avviene la vera ricottura.
Durante il mantenimento in temperatura, si formano e crescono nuovi grani privi di deformazioni all'interno del metallo, cancellando gli effetti dell'incrudimento e rilasciando le tensioni interne. Un mantenimento insufficiente si traduce in una ricottura incompleta, lasciando macchie dure.
3. Fase di Raffreddamento
Questa è spesso la parte più lunga del processo ed è assolutamente critica per il risultato. Per una ricottura completa, l'obiettivo è la massima morbidezza, che richiede una velocità di raffreddamento molto lenta.
Questo si ottiene tipicamente lasciando il pezzo all'interno del forno e spegnendo l'alimentazione, permettendogli di raffreddarsi con l'isolamento del forno per molte ore, a volte 12-24 o più. Un raffreddamento più rapido, come rimuovere il pezzo all'aria ferma, produce una microstruttura diversa e più dura ed è tecnicamente un processo chiamato normalizzazione, non ricottura.
Fattori Chiave che Determinano il Tempo di Ricottura
Diverse variabili determinano il tempo necessario per una ricottura riuscita. Comprendere questi fattori permette di passare dall'ipotesi a una decisione di processo informata.
Tipo di Materiale
Metalli e leghe diverse hanno temperature di ricottura e conducibilità termica molto diverse. L'alluminio si ricuoce a una temperatura molto più bassa (es. 300-400°C / 570-750°F) rispetto all'acciaio (es. 800-950°C / 1475-1750°F). Queste temperature influenzano direttamente il tempo necessario per il riscaldamento e il mantenimento in temperatura.
Spessore e Massa del Materiale
Questo è il fattore più significativo. Il calore deve penetrare attraverso l'intera sezione trasversale del pezzo. La linea guida di "un'ora per pollice di spessore" è un punto di partenza sicuro per la fase di mantenimento in temperatura, ma deve essere considerato anche il riscaldamento iniziale per portare il nucleo alla temperatura richiesta.
Grado di Lavorazione a Freddo Precedente
Un materiale fortemente incrudito (uno che è stato piegato, martellato o trafilato estensivamente) ha più energia interna immagazzinata. Questa energia funge da forza trainante per la ricristallizzazione, il che significa che si ricuoce più velocemente a una data temperatura rispetto a un materiale che è stato lavorato solo leggermente.
Proprietà Target
L'obiettivo specifico detta il processo. Una ricottura di rilascio delle tensioni, intesa solo a eliminare le tensioni interne derivanti da saldatura o lavorazione meccanica, richiede una temperatura più bassa e un tempo di mantenimento più breve rispetto a una ricottura completa, progettata per ottenere lo stato più morbido possibile del metallo.
Comprendere i Compromessi: Tempo vs. Proprietà
Più tempo non è sempre meglio. La durata di ogni fase comporta compromessi critici che influenzano la qualità finale del componente.
Il Rischio di Mantenimento Eccessivo in Temperatura (Over-Soaking)
Mantenere un metallo alla sua temperatura di ricottura per troppo tempo può causare una crescita eccessiva dei grani. Sebbene il materiale sarà molto morbido, grani grandi possono portare a una finitura superficiale ruvida (nota come "buccia d'arancia") dopo la formatura e, in alcuni casi, a una ridotta tenacità.
Il Problema della Ricottura Incompleta
Affrettare il processo è un errore comune. Se il tempo di mantenimento in temperatura è troppo breve o il riscaldamento è troppo rapido, il nucleo del materiale potrebbe non raggiungere mai la piena temperatura di ricottura. Ciò lascia il pezzo con un esterno morbido ma un interno duro e fragile, vanificando lo scopo del processo.
Il Ruolo Critico della Velocità di Raffreddamento
La velocità di raffreddamento ha l'effetto più drammatico sulle proprietà finali e sul tempo totale del processo.
- Raffreddamento Lento nel Forno: Produce lo stato più morbido e duttile. (Tempo più lungo)
- Raffreddamento ad Aria (Normalizzazione): Produce uno stato più duro e resistente rispetto alla ricottura. (Tempo medio)
- Tempra (Indurimento): Produce lo stato più duro e fragile. (Tempo più veloce)
Scegliere di ricuocere significa impegnarsi nella fase di raffreddamento lenta e controllata.
Fare la Scelta Giusta per il Tuo Obiettivo
Invece di cercare un numero unico, determina il processo corretto definendo il tuo obiettivo.
- Se la tua priorità principale è la massima morbidezza per formatura o lavorazione estreme: Hai bisogno di una vera "ricottura completa". Pianifica un ciclo lungo che includa il riscaldamento per almeno un'ora per pollice di spessore, il mantenimento in temperatura per almeno un'ora per pollice e un raffreddamento molto lento nel forno che potrebbe richiedere più di 12 ore.
- Se la tua priorità principale è semplicemente alleviare le tensioni da saldatura o fabbricazione: È sufficiente una ricottura subcritica. Ciò comporta un tempo più breve a una temperatura inferiore, seguito da un raffreddamento lento, che spesso può essere completato in poche ore.
- Se sei un hobbista o un fabbro che lavora con acciaio sconosciuto: Riscalda il metallo fino alla sua temperatura non magnetica (dal rosso scuro al rosso ciliegia, a seconda della luce ambientale), assicurati che sia riscaldato uniformemente e poi seppelliscilo in un materiale isolante come vermiculite o cenere di legno secca per farlo raffreddare il più lentamente possibile durante la notte.
In definitiva, comprendere i principi di riscaldamento, mantenimento in temperatura e raffreddamento è molto più prezioso che memorizzare un tempo specifico.
Tabella Riassuntiva:
| Fattore | Impatto sul Tempo di Ricottura |
|---|---|
| Spessore del Materiale | I pezzi più spessi richiedono tempi di riscaldamento e mantenimento più lunghi (circa 1 ora per pollice). |
| Tipo di Metallo | L'acciaio richiede temperature più elevate e tempi più lunghi rispetto all'alluminio. |
| Proprietà Target | Una ricottura completa per la massima morbidezza richiede molto più tempo di un rilascio delle tensioni. |
| Metodo di Raffreddamento | Il raffreddamento lento nel forno (ricottura completa) aggiunge ore rispetto al raffreddamento ad aria (normalizzazione). |
Ottieni Risultati Metallurgici Precisi con KINTEK
Padroneggiare il delicato equilibrio tra tempo e temperatura è fondamentale per una ricottura di successo. Sia che il tuo obiettivo sia la massima morbidezza per la formatura o il semplice rilascio delle tensioni dopo la fabbricazione, l'attrezzatura giusta garantisce risultati coerenti e di alta qualità.
KINTEK è specializzata nelle apparecchiature da laboratorio e nei materiali di consumo su cui i laboratori fanno affidamento per un'elaborazione termica precisa. I nostri forni sono progettati per un riscaldamento uniforme e cicli di raffreddamento controllati, offrendoti la ripetibilità necessaria per applicazioni critiche.
Lascia che i nostri esperti ti aiutino a ottimizzare il tuo processo di ricottura. Contattaci oggi stesso per discutere i tuoi tipi di metallo specifici e i requisiti del progetto. Ti aiuteremo a selezionare l'attrezzatura giusta per ottenere le proprietà del materiale desiderate in modo efficiente e affidabile.
Guida Visiva
Prodotti correlati
- Fornace a Idrogeno Inertee Controllato all'Azoto
- Fornace per Trattamento Termico Sottovuoto con Rivestimento in Fibra Ceramica
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
- Fornace a muffola con sollevamento inferiore per laboratorio
- Fornace di Grafittizzazione per Film ad Alta Conducibilità Termica al Vuoto di Grafite
Domande frequenti
- Quali sono le caratteristiche e i rischi di un'atmosfera di idrogeno in un forno? Padroneggiare l'equilibrio di potenza e controllo
- Perché è necessaria una fornace ad atmosfera di idrogeno per il composito W-Cu? Sblocca un'infiltrazione e una densità superiori
- Quale ruolo svolge un forno a atmosfera controllata con flusso di gas argon nella produzione di ossido di grafene ridotto (rGO)?
- L'idrogeno può essere usato nei forni? Sì, per la lavorazione dei metalli senza ossido e il riscaldamento rapido
- Qual è il ruolo di un forno ad atmosfera di idrogeno nel post-trattamento di compositi diamante/rame dopo la placcatura in rame senza elettrolisi?



















