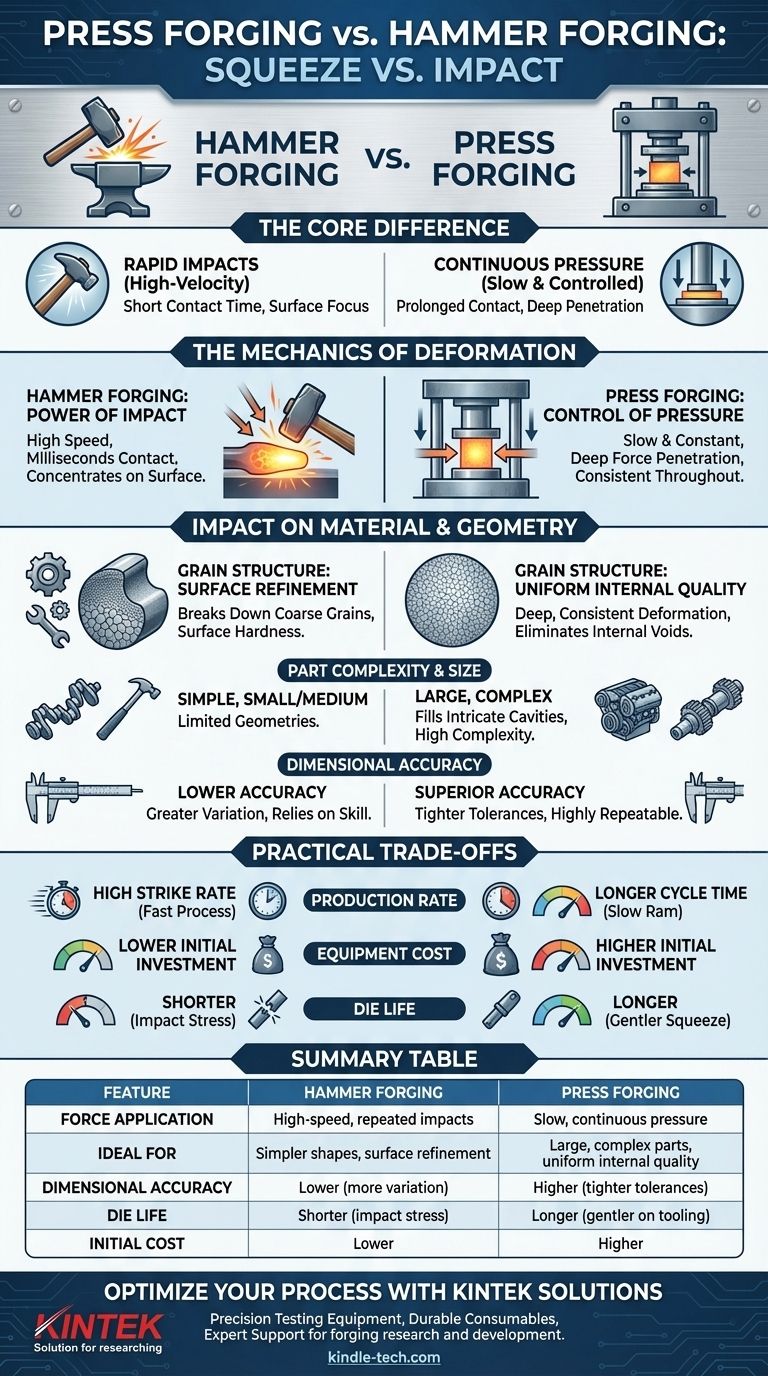
Nella sua essenza, la differenza tra la forgiatura a pressa e la forgiatura a martello risiede nel modo in cui la forza viene applicata al pezzo. La forgiatura a martello fornisce una serie di impatti rapidi e ad alta velocità, simili al martello di un fabbro. Al contrario, la forgiatura a pressa applica una pressione lenta, continua e controllata per spremere il metallo nella forma desiderata.
Sebbene entrambi i metodi formino il metallo attraverso la deformazione plastica, la scelta tra i due è una decisione ingegneristica fondamentale. La forgiatura a martello è definita dall'impatto ad alta velocità ed è ideale per forme più semplici e per la raffinazione superficiale, mentre la forgiatura a pressa utilizza una pressione lenta e penetrante, rendendola superiore per pezzi grandi e complessi che richiedono una qualità interna uniforme.

La Meccanica della Deformazione: Spremitura contro Impatto
La differenza fondamentale nell'applicazione della forza determina ogni altro aspetto del processo, dalla risultante struttura granulare del materiale alla complessità e al costo del pezzo finale.
Forgiatura a Martello: La Potenza dell'Impatto
La forgiatura a martello utilizza uno stampo che colpisce il pezzo ad alta velocità. Questo trasferisce una grande quantità di energia cinetica in un tempo molto breve.
Il tempo di contatto tra lo stampo del martello e il metallo caldo è estremamente breve, misurato in millisecondi. Ciò riduce al minimo il trasferimento di calore dal pezzo allo stampo, mantenendo il nucleo del pezzo più caldo più a lungo.
Tuttavia, l'energia dell'impatto tende a concentrarsi sulla superficie del pezzo. Ciò può comportare una deformazione meno uniforme attraverso la sezione trasversale del materiale.
Forgiatura a Pressa: Il Controllo della Pressione
La forgiatura a pressa, utilizzando una pressa meccanica o idraulica, è un processo di spremitura controllata. Il pistone della pressa si muove a una velocità costante molto più lenta, applicando la piena pressione durante tutta la sua corsa.
Questo tempo di contatto prolungato consente alla forza di penetrare in profondità nel materiale. L'applicazione lenta assicura che la deformazione sia costante dalla superficie fino al nucleo stesso del pezzo.
Questo metodo fornisce un controllo eccezionale sulla forma finale e sul flusso del grano interno del materiale.
Impatto sulle Proprietà del Materiale e sulla Geometria
La distinzione "spremitura contro impatto" influenza direttamente la qualità, la forma e la precisione del componente forgiato finale.
Struttura Granulare e Qualità Interna
La forgiatura a martello è efficace nel raffinare la struttura granulare sulla e vicino alla superficie del pezzo. Gli impatti rapidi rompono i grani grossolani, migliorando la durezza superficiale e la resistenza alla fatica.
La forgiatura a pressa crea una microstruttura a grana molto più uniforme e fine in tutto il volume del componente. Questa deformazione profonda e costante è fondamentale per i pezzi soggetti a stress e ad alte prestazioni, come i dischi turbina o i componenti strutturali aerospaziali, poiché elimina i vuoti interni e garantisce proprietà meccaniche prevedibili.
Complessità e Dimensioni del Pezzo Raggiungibili
La forgiatura a martello è tipicamente utilizzata per pezzi di piccole e medie dimensioni con geometrie relativamente semplici, come utensili manuali, alberi motore e bielle.
La forgiatura a pressa eccelle nella produzione di pezzi molto grandi e geometricamente complessi. La pressione lenta e controllata consente al metallo di fluire più completamente nelle complesse cavità dello stampo, consentendo la creazione di componenti impossibili da formare con un martello.
Accuratezza Dimensionale e Tolleranze
La forgiatura a pressa offre una precisione dimensionale superiore e la capacità di mantenere tolleranze più strette. La forza e la velocità controllate della pressa si traducono in un processo altamente ripetibile.
La forgiatura a martello dipende maggiormente dall'abilità dell'operatore e dall'energia di ogni colpo, che può variare. Ciò porta a una maggiore variazione dimensionale nei pezzi finali, spesso richiedendo una lavorazione secondaria più estesa.
Comprendere i Compromessi Pratici
La scelta di un processo non riguarda solo la scienza dei materiali; è anche una decisione basata sull'economia, sul volume di produzione e sui vincoli operativi.
Tasso di Produzione contro Tempo Ciclo
La forgiatura a martello ha una frequenza di battitura molto elevata, rendendo il processo stesso molto veloce. Per i pezzi più semplici, questo può portare a un tasso di produzione complessivo più elevato.
La forgiatura a pressa ha un tempo ciclo più lungo per pezzo a causa del movimento lento del pistone. Tuttavia, le presse automatizzate moderne possono comunque raggiungere un'elevata produttività per i componenti idonei.
Costo e Investimento delle Attrezzature
Le attrezzature per la forgiatura a martello sono generalmente meno costose, richiedono una fondazione più semplice e rappresentano un investimento di capitale iniziale inferiore.
Le presse idrauliche e meccaniche, specialmente quelle con elevate classificazioni di tonnellaggio, sono macchine enormi e complesse che sono significativamente più costose da acquistare, installare e mantenere.
Durata e Manutenzione degli Stampi
Gli impatti intensi e ripetuti di un martello da forgiatura causano un notevole usura e stress sugli stampi, con conseguente minore durata dello stampo e maggiori costi di sostituzione degli utensili.
La spremitura controllata di una pressa è molto più delicata sugli utensili. Ciò porta a una maggiore durata dello stampo e a una ridotta manutenzione, il che può compensare il costo iniziale più elevato delle attrezzature nel lungo periodo.
Fare la Scelta Giusta per la Vostra Applicazione
La selezione del processo di forgiatura corretto richiede l'allineamento delle capacità del metodo con i requisiti ingegneristici e aziendali specifici del vostro componente.
- Se la vostra attenzione principale è sui componenti grandi e critici per la sicurezza (ad esempio, carrelli di atterraggio aerospaziali, grandi alberi industriali): Scegliete la forgiatura a pressa per la sua struttura granulare interna superiore, uniformità e integrità priva di vuoti.
- Se la vostra attenzione principale è sulla produzione ad alto volume di pezzi più piccoli e semplici (ad esempio, utensili manuali, componenti automobilistici standard): La forgiatura a martello è spesso la scelta più conveniente grazie alla sua velocità e al minor costo iniziale delle attrezzature.
- Se la vostra attenzione principale è sull'estrema precisione dimensionale e sulla geometria complessa: La forgiatura a pressa fornisce il controllo necessario per ottenere tolleranze strette e riempire cavità complesse dello stampo, riducendo al minimo la lavorazione finale.
- Se la vostra attenzione principale è sulla riduzione al minimo dell'investimento di capitale iniziale per una nuova operazione: La forgiatura a martello offre una barriera all'ingresso inferiore per la produzione di una gamma di pezzi forgiati standard.
In definitiva, il processo giusto è quello che produce un pezzo che soddisfa tutte le specifiche ingegneristiche al costo totale più efficace.
Tabella Riassuntiva:
| Caratteristica | Forgiatura a Martello | Forgiatura a Pressa |
|---|---|---|
| Applicazione della Forza | Impatti ripetuti ad alta velocità | Pressione lenta e continua |
| Ideale per | Forme più semplici, raffinazione superficiale | Pezzi grandi e complessi, qualità interna uniforme |
| Accuratezza Dimensionale | Inferiore (più variazione) | Superiore (tolleranze più strette) |
| Durata dello Stampo | Più breve (a causa dello stress da impatto) | Più lunga (più delicata sugli utensili) |
| Costo Iniziale Attrezzature | Inferiore | Superiore |
Ottimizza il Tuo Processo di Formatura dei Metalli con le Soluzioni KINTEK
Scegliere tra forgiatura a pressa e forgiatura a martello è fondamentale per ottenere il giusto equilibrio tra qualità del pezzo, costi e prestazioni. In KINTEK, siamo specializzati nella fornitura di attrezzature da laboratorio avanzate e materiali di consumo che supportano il collaudo dei materiali e lo sviluppo dei processi per le applicazioni di forgiatura. Sia che stiate ricercando il comportamento dei materiali, testando progetti di stampi o ottimizzando i parametri di produzione, i nostri strumenti affidabili vi aiutano a prendere decisioni basate sui dati.
Lasciate che vi aiutiamo a migliorare le vostre operazioni di forgiatura:
- Attrezzature di Prova di Precisione: Valutare le proprietà dei materiali e la struttura granulare.
- Materiali di Consumo Durevoli: Garantire risultati coerenti nelle simulazioni di forgiatura ad alta temperatura.
- Supporto Esperto: Sfruttare la nostra esperienza per selezionare gli strumenti giusti per le vostre esigenze di R&S o di controllo qualità.
Contattateci oggi stesso per discutere come le soluzioni KINTEK possono supportare le vostre sfide di forgiatura e guidare l'efficienza nel vostro laboratorio o ambiente di produzione.
Guida Visiva
Prodotti correlati
- Pressa ad Anello per Applicazioni di Laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Stampo a Pressa Quadrato Assemble per Applicazioni di Laboratorio
- Pressa Cilindrica per Applicazioni di Laboratorio
Domande frequenti
- Quali problemi tecnici risolvono gli stampi a pressione specializzati? Risolvono la delaminazione e i gradienti di densità nella pressatura delle batterie.
- Cos'è un set di stampi per presse? Un sistema di precisione per una produzione di massa efficiente
- A cosa serve uno stampo a pressione? Ottenere precisione e efficienza ripetibili
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti

















