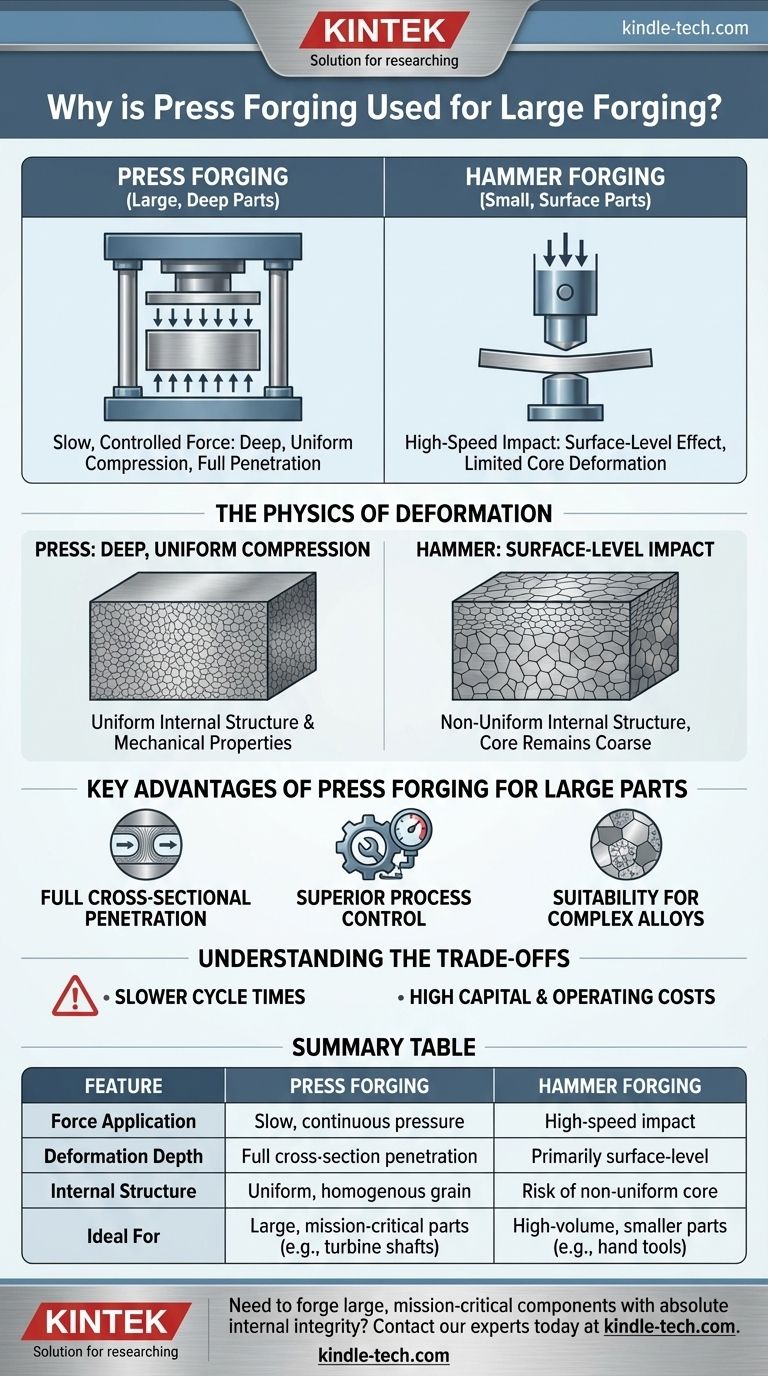
In breve, la forgiatura a pressa viene utilizzata per componenti di grandi dimensioni perché la sua applicazione lenta e controllata di un'immensa forza assicura che la deformazione penetri attraverso l'intero spessore del pezzo. Questo crea una struttura granulare interna e proprietà meccaniche uniformi, cosa che l'impatto rapido e superficiale di un martello non può ottenere su vasta scala.
La sfida fondamentale nella forgiatura di pezzi di grandi dimensioni non è solo ottenere la forma esterna, ma garantire l'integrità del materiale in profondità nel suo nucleo. La forgiatura a pressa risolve questo problema scambiando l'impatto ad alta velocità di un martello con una pressione lenta e sostenuta che lavora uniformemente l'intero volume del metallo.

La Fisica della Deformazione: Pressa vs. Martello
Per capire perché le presse sono superiori per le grandi fucinature, dobbiamo prima esaminare come viene applicata la forza nei due metodi di forgiatura principali: presse e martelli.
La Pressa: Compressione Profonda e Uniforme
Una pressa per forgiatura, sia idraulica che meccanica, agisce come una morsa gigante e potente. Applica una pressione continua e controllata sul pezzo.
Questa compressione lenta è fondamentale. Dà al metallo il tempo di fluire e deformarsi plasticamente attraverso tutta la sua sezione trasversale, dalla superficie al centro stesso.
Il risultato è una struttura granulare omogenea e una densità consistente, essenziale per le prestazioni e la sicurezza di componenti sottoposti a forti sollecitazioni come alberi di turbine o carrelli di atterraggio di aeromobili.
Il Martello: Impatto a Livello Superficiale
Un martello da forgiatura funziona sul principio dell'energia cinetica. Fornisce un'enorme quantità di energia in un tempo molto breve attraverso un impatto ad alta velocità.
Per le parti più piccole, questo è molto efficace. Tuttavia, su un pezzo molto grande e spesso, l'energia d'impatto tende a dissiparsi in superficie. Non ha il tempo o la forza sostenuta necessaria per penetrare e lavorare il materiale nel suo nucleo.
Questo può creare una struttura interna non uniforme, dove i grani superficiali sono raffinati ma il nucleo rimane grossolano. Questa inconsistenza è inaccettabile per applicazioni critiche e su larga scala.
Principali Vantaggi della Forgiatura a Pressa per Pezzi Grandi
Il principio fisico della deformazione profonda conferisce alla forgiatura a pressa diversi vantaggi pratici quando si lavorano componenti massicci.
Penetrazione Completa della Sezione Trasversale
Il vantaggio principale è la capacità di ottenere una deformazione completa attraverso sezioni spesse di metallo. Il riferimento a presse con capacità fino a 100.000 tonnellate evidenzia l'immensa forza necessaria per spostare lentamente così tanto materiale.
Ciò garantisce che il prodotto finale abbia proprietà meccaniche prevedibili e uniformi, eliminando i punti deboli interni che potrebbero portare a guasti catastrofici sotto carico.
Controllo Superiore del Processo
Le presse idrauliche offrono un controllo ineguagliabile sulla velocità e sulla pressione del maglio durante la corsa. Questa precisione è vitale quando si forgiano parti complesse e di alto valore, dove l'accuratezza dimensionale e una struttura interna impeccabile sono irrinunciabili.
Idoneità per Leghe Complesse
Molte grandi fucinature sono realizzate con leghe avanzate (come titanio o superleghe di nichel) sensibili alla temperatura e alla velocità di deformazione. La natura lenta e controllata della forgiatura a pressa è ideale per lavorare questi materiali senza causare crepe o altri difetti.
Comprendere i Compromessi
Sebbene superiore per i pezzi di grandi dimensioni, la forgiatura a pressa non è la soluzione universale. I suoi vantaggi comportano chiari svantaggi in altri contesti.
Tempi di Ciclo Più Lenti
Il principale compromesso è la velocità. Una pressa forgia deliberatamente e lentamente, rendendo il suo tempo di ciclo significativamente più lungo di quello di un martello.
Questo rende la forgiatura a pressa meno economica per la produzione ad alto volume di componenti più piccoli e semplici, dove la velocità è un fattore di costo primario.
Elevati Investimenti di Capitale e Costi Operativi
Il macchinario stesso è un fattore importante. Le presse idrauliche in grado di generare forze di decine di migliaia di tonnellate sono monumentali, complesse ed estremamente costose da costruire, installare e mantenere.
Il loro funzionamento consuma anche vaste quantità di energia per generare e sostenere le pressioni idrauliche richieste durante la corsa di forgiatura.
Fare la Scelta Giusta per il Tuo Obiettivo
La decisione di utilizzare una pressa o un martello è dettata dalle dimensioni del componente e dalla qualità interna richiesta.
- Se il tuo obiettivo principale è produrre componenti grandi e critici (ad esempio, telai aerospaziali, rotori per la produzione di energia, corpi valvola di grandi dimensioni): La forgiatura a pressa è il metodo richiesto per garantire proprietà del materiale profonde e uniformi.
- Se il tuo obiettivo principale è la produzione ad alto volume di parti più piccole (ad esempio, utensili manuali, componenti automobilistici standard): La forgiatura a martello offre la velocità e l'efficacia in termini di costi necessarie per la produzione di massa.
- Se hai bisogno di forgiare parti complesse di dimensioni moderate che richiedono più controllo di quanto un martello possa offrire: Una pressa meccanica può fornire un'alternativa più rapida a una pressa idraulica, colmando il divario tra i due estremi.
In definitiva, la scelta tra i metodi di forgiatura dipende dal fatto che la tua priorità sia l'integrità interna assoluta di un pezzo grande o la velocità di produzione di uno più piccolo.
Tabella Riepilogativa:
| Caratteristica | Forgiatura a Pressa | Forgiatura a Martello |
|---|---|---|
| Applicazione della Forza | Pressione lenta e continua | Impatto ad alta velocità |
| Profondità di Deformazione | Penetrazione completa della sezione trasversale | Principalmente a livello superficiale |
| Struttura Interna | Grana uniforme e omogenea | Rischio di nucleo non uniforme |
| Ideale Per | Parti grandi e critiche (ad es. alberi di turbine) | Parti più piccole e ad alto volume (ad es. utensili manuali) |
Hai bisogno di forgiare componenti grandi e critici con un'integrità interna assoluta?
In KINTEK, siamo specializzati nella fornitura di attrezzature da laboratorio avanzate e materiali di consumo necessari per supportare lo sviluppo e il controllo qualità di parti forgiate ad alte prestazioni. Che tu sia nel settore aerospaziale, energetico o manifatturiero pesante, le nostre soluzioni ti aiutano a garantire che i tuoi materiali soddisfino gli standard più elevati.
Contatta i nostri esperti oggi per discutere come possiamo supportare le tue esigenze di forgiatura e test dei materiali.
Guida Visiva
Prodotti correlati
- Pressa ad Anello per Applicazioni di Laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Stampo a Pressa Quadrato Assemble per Applicazioni di Laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Pressa Cilindrica per Applicazioni di Laboratorio
Domande frequenti
- Quali problemi tecnici risolvono gli stampi a pressione specializzati? Risolvono la delaminazione e i gradienti di densità nella pressatura delle batterie.
- Cos'è un set di stampi per presse? Un sistema di precisione per una produzione di massa efficiente
- A cosa serve uno stampo a pressione? Ottenere precisione e efficienza ripetibili
- Qual è il processo di stampaggio a compressione? Una guida passo passo allo stampaggio a compressione
- Cos'è il metodo dello stampaggio a pressione? Una guida per forme ceramiche coerenti e dettagliate

















