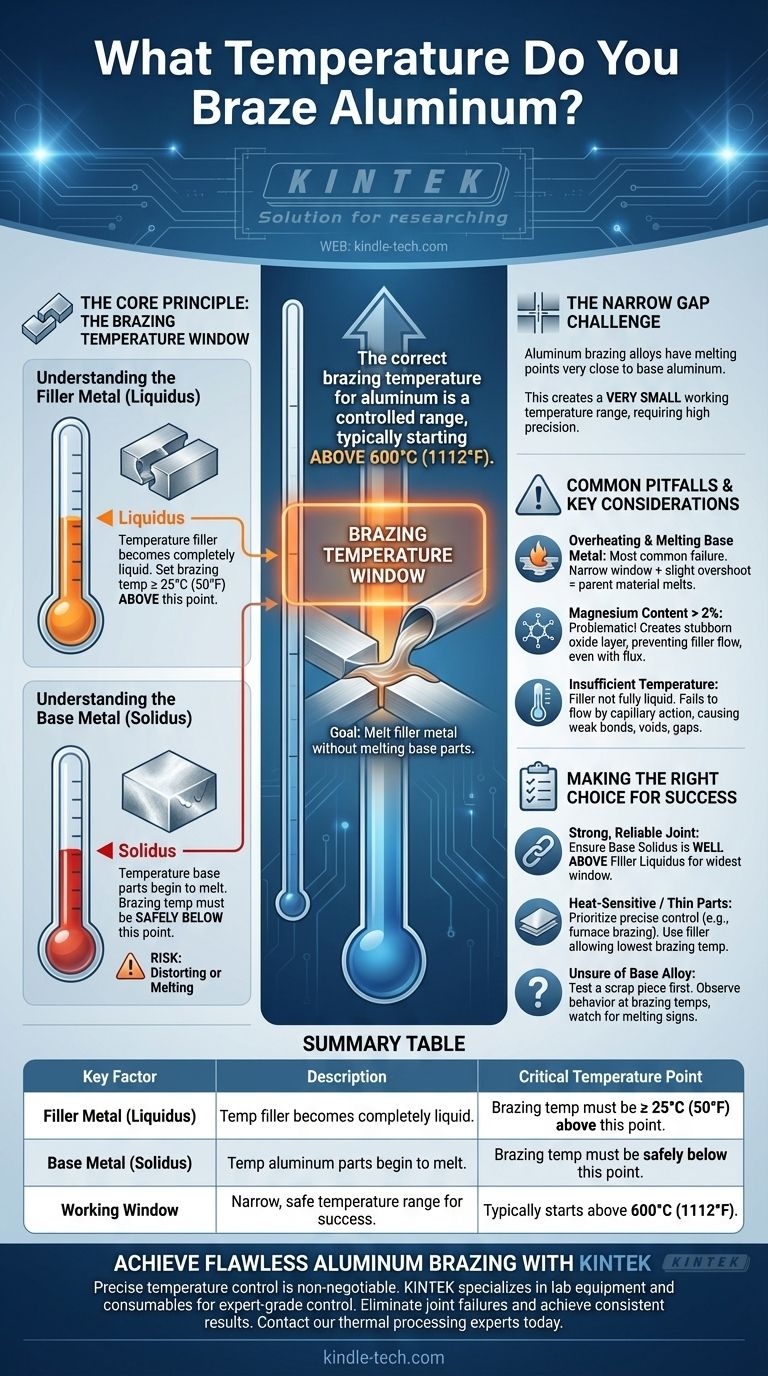
La corretta temperatura di brasatura per l'alluminio non è un valore singolo, ma un intervallo attentamente controllato che tipicamente inizia sopra i 600°C (1112°F). La temperatura precisa dipende in modo critico da due fattori: la lega d'apporto specifica che si sta utilizzando e la lega di alluminio base che si sta unendo. L'obiettivo è fondere il metallo d'apporto in modo che fluisca nella giunzione senza fondere le parti in alluminio stesse.
La brasatura di successo dell'alluminio dipende da una finestra di temperatura critica. È necessario riscaldare l'assemblaggio a una temperatura superiore al punto di fusione (liquido) della lega d'apporto ma ben al di sotto del punto di fusione (solido) delle parti in alluminio che si stanno unendo.

Il Principio Fondamentale: La Finestra di Temperatura di Brasatura
Comprendere la brasatura dell'alluminio significa comprendere la relazione tra il metallo base e il metallo d'apporto. A differenza dell'acciaio, le leghe di alluminio hanno un intervallo molto ristretto tra la loro temperatura di brasatura e il loro punto di fusione, il che richiede alta precisione.
Comprendere il Metallo d'Apporto (Liquido)
Il liquido è la temperatura alla quale una lega d'apporto diventa completamente liquida. Per garantire che l'apporto fluisca correttamente nella giunzione, la temperatura di brasatura deve essere leggermente superiore a questo punto.
Una regola comune è impostare la temperatura di brasatura almeno 25°C (50°F) al di sopra del liquido della lega d'apporto specifica utilizzata.
Comprendere il Metallo Base (Solido)
Il solido è la temperatura alla quale la lega di alluminio base inizia a fondere. La temperatura di brasatura deve rimanere sempre al di sotto del solido delle parti che si stanno unendo.
Se la temperatura raggiunge il solido del metallo base, si rischia di deformare o fondere completamente il pezzo. Questa è la principale modalità di guasto nella brasatura dell'alluminio.
Perché l'Intervallo è Così Stretto
La sfida con l'alluminio è che le sue leghe per brasatura (tipicamente leghe alluminio-silicio) hanno un punto di fusione molto vicino a quello delle parti in alluminio base. Ciò crea un intervallo di temperatura di lavoro molto piccolo, spesso solo poche decine di gradi, che richiede un controllo preciso del calore.
Insidie Comuni e Considerazioni Chiave
Raggiungere la temperatura corretta è solo una parte del processo. Certe proprietà dei materiali e errori di processo possono portare al cedimento della giunzione anche se la temperatura sembra corretta.
Surriscaldamento e Fusione del Metallo Base
Questo è il guasto più comune e catastrofico. Poiché la finestra di temperatura è così stretta, anche un leggero superamento della temperatura o un riscaldamento non uniforme può causare la fusione del materiale base prima che l'apporto abbia riempito correttamente la giunzione.
Il Problema con il Contenuto di Magnesio
La composizione della lega di alluminio base è fondamentale. Le leghe con un contenuto di magnesio superiore al 2% generalmente non sono adatte alla brasatura.
Il magnesio crea uno strato di ossido altamente stabile e ostinato sulla superficie che impedisce al metallo d'apporto di bagnare e aderire al metallo base, anche con un flusso adeguato.
Temperatura Insufficiente
Operare a una temperatura troppo bassa è anch'esso un problema. Il metallo d'apporto non diventerà completamente liquido e non riuscirà a fluire completamente nella giunzione tramite azione capillare. Ciò si traduce in un legame incompleto e debole con vuoti e spazi vuoti.
Fare la Scelta Giusta per una Brasatura Riuscita
Il tuo approccio dovrebbe essere guidato dai materiali che stai utilizzando e dalla precisione richiesta dal tuo progetto.
- Se la tua attenzione principale è una giunzione forte e affidabile: Assicurati che la temperatura di solido della tua lega base sia ben al di sopra della temperatura di liquido della tua lega d'apporto per creare la finestra di lavoro più ampia possibile.
- Se stai lavorando con componenti sensibili al calore o sottili: Dai priorità al controllo preciso della temperatura utilizzando metodi come la brasatura a forno e seleziona una lega d'apporto che ti permetta di utilizzare la temperatura di brasatura più bassa possibile.
- Se non sei sicuro della composizione della tua lega base: Testa prima un pezzo di scarto per osservare come si comporta alle temperature di brasatura, prestando particolare attenzione a qualsiasi segno di fusione.
In definitiva, padroneggiare la brasatura dell'alluminio significa controllare con precisione questa finestra di temperatura stretta e critica.
Tabella Riassuntiva:
| Fattore Chiave | Descrizione | Punto di Temperatura Critico |
|---|---|---|
| Metallo d'Apporto (Liquido) | Temperatura alla quale la lega d'apporto diventa completamente liquida. | La temperatura di brasatura deve essere ≥ 25°C (50°F) al di sopra di questo punto. |
| Metallo Base (Solido) | Temperatura alla quale le parti in alluminio iniziano a fondere. | La temperatura di brasatura deve essere ben al di sotto di questo punto. |
| Finestra di Lavoro | L'intervallo di temperatura stretto e sicuro per una brasatura riuscita. | Tipicamente inizia sopra i 600°C (1112°F). |
Ottieni una Brasatura dell'Alluminio Impeccabile con KINTEK
Il controllo preciso della temperatura è irrinunciabile per giunzioni brasate in alluminio forti e affidabili. La stretta finestra tra il punto di fusione del metallo d'apporto e il punto di fusione del metallo base richiede attrezzature di livello esperto.
KINTEK è specializzata nelle attrezzature da laboratorio e nei materiali di consumo che favoriscono il tuo successo. Sia che tu stia sviluppando nuovi prodotti o garantendo la qualità in produzione, la nostra gamma di forni di precisione e soluzioni di trattamento termico fornisce il controllo esatto di cui hai bisogno per padroneggiare questo processo critico.
Lascia che ti aiutiamo a eliminare i difetti delle giunzioni e a ottenere risultati coerenti.
Contatta oggi i nostri esperti di trattamento termico per discutere la tua specifica applicazione di brasatura dell'alluminio e trovare la soluzione perfetta per le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Tubo per forno in allumina ad alta temperatura (Al2O3) per la produzione di ceramiche avanzate
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Fornace a Tubo da Laboratorio ad Alta Temperatura da 1700℃ con Tubo di Allumina
- Crogiolo ceramico avanzato di allumina fine di ingegneria Al2O3 per fornace a muffola da laboratorio
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
Domande frequenti
- Quali sono le funzioni primarie di un forno tubolare ad alta temperatura per opali inversi a base di iridio? Guida esperta al trattamento termico
- Come fa un forno ceramico a tubi ad alta temperatura a garantire una cattura stabile del carbonio con sali fusi? Raggiungere cicli termici precisi
- Come si pulisce un forno a tubo di allumina? Estendi la vita del tubo con una manutenzione adeguata
- Come un forno a tubo di allumina con atmosfera controllata simula le condizioni negli ambienti CSP? Maestria nell'accuratezza.
- Qual è il materiale utilizzato nei forni ad alta temperatura? La scelta della ceramica giusta per il calore estremo



















