In sintesi, l'essiccazione secondaria rimuove le ultime molecole d'acqua fortemente legate. Ciò si ottiene aumentando la temperatura del prodotto sotto un vuoto spinto, fornendo energia sufficiente per rompere i legami che trattengono questa umidità residua al materiale. Questa fase critica assicura la stabilità a lungo termine del prodotto finale.
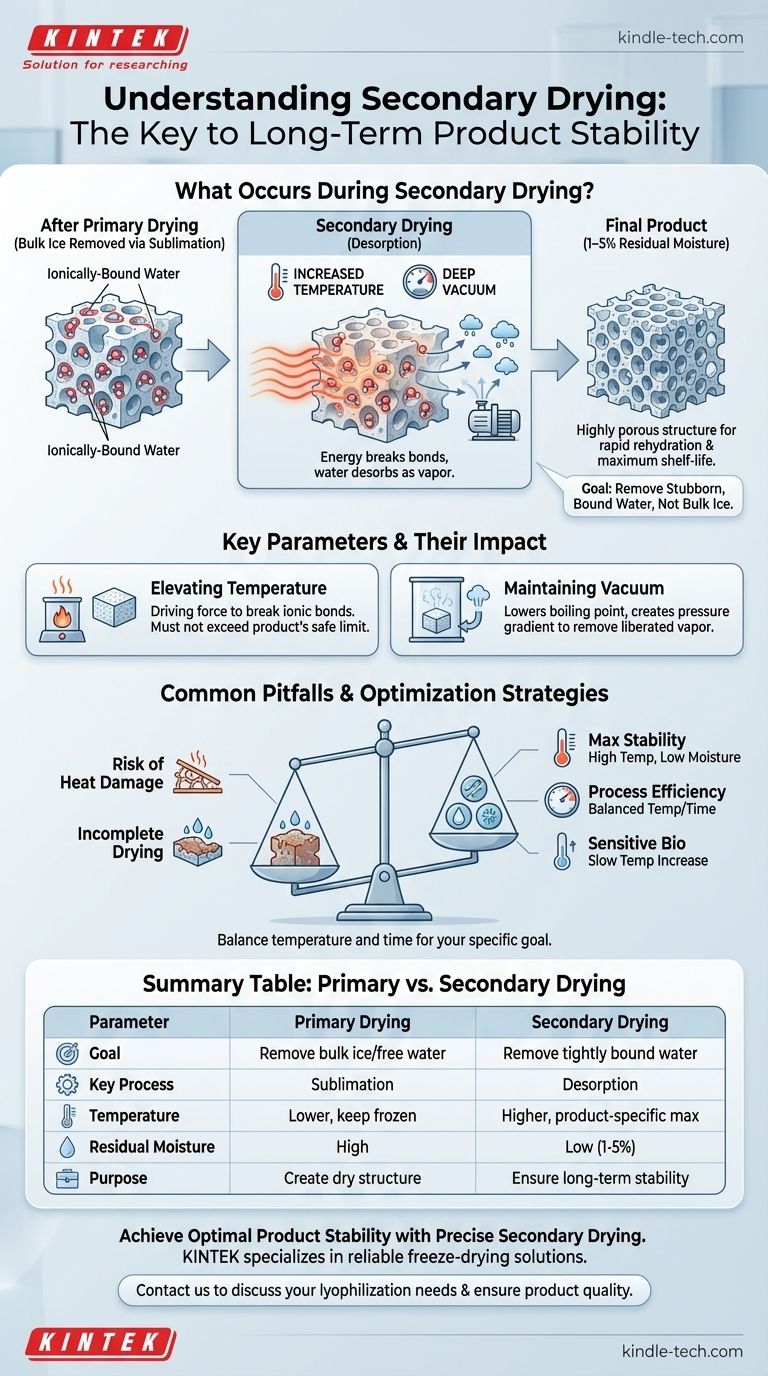
Lo scopo principale dell'essiccazione secondaria non è rimuovere il ghiaccio in massa, ma desorbire l'acqua ostinata e ionicamente legata che l'essiccazione primaria lascia indietro, raggiungendo il più basso contenuto di umidità residua possibile per la massima durata di conservazione.

L'obiettivo dell'essiccazione secondaria: Oltre l'acqua libera
Per comprendere l'essiccazione secondaria, dobbiamo prima riconoscere ciò che l'essiccazione primaria realizza e ciò che lascia indietro. L'intero processo è una sequenza attentamente controllata per ottenere un prodotto altamente stabile e asciutto.
Riepilogo dell'essiccazione primaria
La prima fase, l'essiccazione primaria, rimuove la maggior parte dell'acqua dal prodotto. Ciò avviene convertendo l'acqua congelata (ghiaccio) direttamente in vapore tramite sublimazione, mantenendo bassa la temperatura del prodotto. Questa fase rimuove l'acqua "facile".
La sfida dell'acqua legata
Dopo l'essiccazione primaria, rimane una piccola ma significativa quantità di acqua. Questo non è ghiaccio libero; è acqua ionicamente legata, dove singole molecole d'acqua sono attaccate direttamente alle molecole del prodotto. Questi legami sono molto più forti dei legami tra le molecole d'acqua nel ghiaccio.
Il meccanismo di desorbimento
L'essiccazione secondaria mira a quest'acqua legata. Aumentando attentamente la temperatura, forniamo l'energia termica necessaria per rompere questi legami ionici. Questo processo è chiamato desorbimento, in cui le molecole d'acqua vengono rilasciate dalla superficie del prodotto come vapore e rimosse dal sistema di vuoto.
Parametri chiave e il loro impatto
Il successo dell'essiccazione secondaria dipende dal controllo preciso della temperatura e della pressione per raggiungere il contenuto di umidità finale desiderato senza danneggiare il prodotto.
Aumento della temperatura
La temperatura viene aumentata a un livello superiore rispetto alla fase primaria, spesso fino alla temperatura massima che il prodotto può tollerare in sicurezza. Questa è la forza trainante che fornisce l'energia necessaria per rompere i legami che trattengono le ultime molecole d'acqua.
Mantenimento del vuoto
Mentre la temperatura fornisce l'energia, il vuoto spinto è ancora fondamentale. Abbassa il punto di ebollizione dell'acqua e crea un gradiente di pressione che rimuove in modo efficiente il vapore acqueo appena liberato dalla camera di essiccazione.
Il risultato: un prodotto poroso e stabile
Completare con successo questa fase lascia il materiale con un contenuto di umidità residua finale tipicamente compreso tra l'1% e il 5%. La rimozione sia dell'acqua libera che di quella legata crea una struttura altamente porosa, che consente una rapida reidratazione quando il prodotto è pronto per l'uso.
Errori comuni da evitare
Sebbene essenziale, l'essiccazione secondaria è un equilibrio delicato. Una gestione errata di questa fase può compromettere l'intero ciclo di liofilizzazione e rovinare il prodotto finale.
Rischio di degradazione del prodotto
Il rischio principale è il danno da calore. Se la temperatura viene aumentata troppo o troppo rapidamente, può causare il collasso della struttura del prodotto o, nel caso di prodotti biologici sensibili, la denaturazione. Questo danno è irreversibile.
Essiccazione incompleta
Al contrario, non fornire calore o tempo sufficienti comporterà una rimozione incompleta dell'acqua legata. Un'elevata umidità residua riduce significativamente la durata di conservazione del prodotto e può portare a degradazione nel tempo.
Fare la scelta giusta per il tuo obiettivo
L'ottimizzazione della fase di essiccazione secondaria dipende interamente dalla natura del tuo prodotto e dai tuoi requisiti di stabilità finali.
- Se la tua attenzione principale è la massima stabilità a lungo termine: Punta al più basso contenuto di umidità residua possibile utilizzando la temperatura più alta che il tuo prodotto può tollerare senza danni.
- Se la tua attenzione principale è l'efficienza del processo: Bilancia attentamente la velocità di aumento della temperatura e il tempo di mantenimento per ridurre al minimo la durata del ciclo pur raggiungendo il livello di umidità target.
- Se la tua attenzione principale è la conservazione di un prodotto biologico sensibile: Utilizza un aumento della temperatura più conservativo e lento per garantire che la struttura molecolare del prodotto rimanga completamente intatta.
In definitiva, padroneggiare l'essiccazione secondaria è fondamentale per produrre un prodotto liofilizzato stabile, efficace e duraturo.
Tabella riassuntiva:
| Parametro | Essiccazione Primaria | Essiccazione Secondaria |
|---|---|---|
| Obiettivo | Rimuovere il ghiaccio in massa (acqua libera) tramite sublimazione | Rimuovere l'acqua fortemente legata tramite desorbimento |
| Processo chiave | Sublimazione | Desorbimento |
| Temperatura | Più bassa, per mantenere il prodotto congelato | Più alta, temperatura massima sicura specifica per il prodotto |
| Umidità residua | Alta (dopo l'essiccazione primaria) | Bassa (obiettivo finale 1-5%) |
| Scopo | Creare una struttura asciutta | Garantire stabilità a lungo termine e durata di conservazione |
Ottieni una stabilità ottimale del prodotto con un'essiccazione secondaria precisa.
KINTEK è specializzata in attrezzature e materiali di consumo per la liofilizzazione da laboratorio, fornendo il controllo affidabile della temperatura e del vuoto essenziale per completare con successo la fase di essiccazione secondaria. Sia che il tuo obiettivo sia la massima durata di conservazione, l'efficienza del processo o la conservazione di prodotti biologici sensibili, le nostre soluzioni sono progettate per aiutarti a raggiungere il più basso contenuto di umidità residua possibile per un prodotto stabile e duraturo.
Contattaci oggi stesso per discutere come possiamo supportare le tue esigenze specifiche di liofilizzazione e garantire la qualità del tuo prodotto finale. Contattaci tramite il nostro modulo di contatto per parlare con un esperto.
Guida Visiva