Nella sua essenza, la manutenzione preventiva (PM) per uno stampo a iniezione è un programma sistematico e programmato di pulizia, ispezione e riparazione eseguito prima che si verifichi un guasto. È la pratica disciplinata di revisionare un utensile in base a un programma predeterminato – guidato dal conteggio dei cicli o dal tempo di funzionamento – piuttosto che aspettare che si guasti.
La PM dello stampo non è un costo operativo; è un investimento strategico nella stabilità della produzione. L'obiettivo è spostare la vostra organizzazione da riparazioni reattive costose e non pianificate a una manutenzione controllata e programmata, aumentando direttamente la redditività, la qualità dei pezzi e la durata degli asset.

Perché il "Funzionamento fino al guasto" non è più sostenibile
Affidarsi alla manutenzione reattiva – riparare uno stampo solo dopo che si è rotto – è un errore comune ma costoso. Questo approccio introduce un'enorme instabilità e spese nascoste nella vostra operazione.
L'alto costo dei tempi di inattività non pianificati
Quando uno stampo si guasta inaspettatamente durante la produzione, la pressa si ferma. Questa interruzione comporta costi per la macchina inattiva, il tempo dell'operatore e gli obiettivi di produzione mancati, spesso ammontando a migliaia di dollari all'ora.
L'effetto a cascata sulla qualità dei pezzi
Molto prima di un guasto catastrofico, uno stampo che si deteriora produce pezzi inconsistenti. Problemi come il flash (plastica che fuoriesce dalla linea di giunzione), gli short shots (pezzi incompleti) e i segni di bruciatura dovuti a sfiati ostruiti portano a tassi di scarto più elevati e minacciano le relazioni con i clienti.
L'erosione silenziosa della vita dell'utensile
Gli stampi sono beni capitali significativi. Far funzionare un utensile fino al guasto spesso causa danni collaterali, trasformando una semplice sostituzione di un componente in una riparazione maggiore e costosa. La mancanza di PM accelera l'usura e accorcia drasticamente la preziosa vita utile dell'utensile.
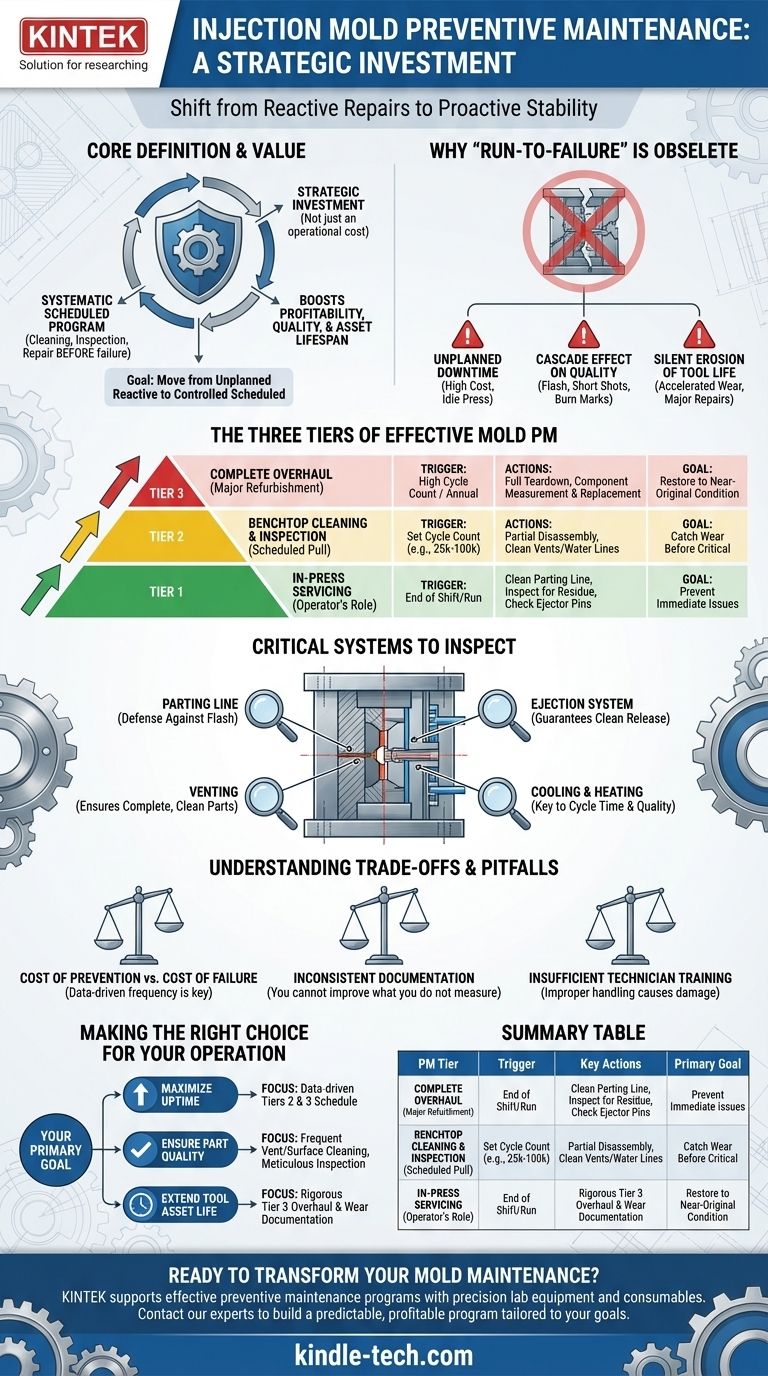
I tre livelli di una PM efficace dello stampo
Un programma di PM robusto non è un singolo evento ma un sistema a livelli. Ogni livello ha un trigger, uno scopo e un obiettivo specifici.
Livello 1: Manutenzione in pressa (Il ruolo dell'operatore)
Questo è il livello di cura più frequente e basilare, spesso eseguito dall'operatore della macchina alla fine di un turno o di una corsa di produzione. Comporta la pulizia delle superfici della linea di giunzione, l'ispezione per residui e l'assicurazione che i perni di espulsione si muovano liberamente. È un controllo rapido per prevenire problemi immediati.
Livello 2: Pulizia e ispezione al banco (Il ritiro programmato)
Dopo un numero prestabilito di cicli (ad esempio, da 25.000 a 100.000), lo stampo viene rimosso dalla pressa e portato in officina. Qui, un tecnico esegue un disassemblaggio parziale per pulire tutti gli sfiati, le linee dell'acqua e i componenti mobili. Questo è il cuore della maggior parte dei programmi di PM, intercettando l'usura prima che diventi critica.
Livello 3: Revisione completa (Ristrutturazione maggiore)
Questa è una completa smontaggio dell'intero stampo, programmata dopo un numero molto elevato di cicli o un periodo prestabilito (ad esempio, annualmente). Ogni singolo componente – perni, boccole, piastre, guarnizioni – viene rimosso, misurato rispetto alle sue specifiche originali e sostituito se usurato. Questo ripristina lo stampo a condizioni quasi originali.
Sistemi critici da ispezionare
Sebbene ogni stampo sia unico, un programma di PM di successo si concentra su diversi sistemi universali e ad alto impatto.
La linea di giunzione: la vostra prima difesa contro il flash
Le superfici dove le due metà dello stampo si incontrano sono chiamate linea di giunzione. Anche piccole ammaccature, usura o contaminazioni qui permetteranno alla plastica di fuoriuscire, creando flash sul pezzo. La pulizia meticolosa e la protezione di questa superficie sono non negoziabili.
Sfiato: garantire un pezzo completo e pulito
Mentre la plastica riempie la cavità dello stampo, l'aria all'interno deve fuoriuscire attraverso piccoli canali chiamati sfiati. Se questi sfiati si ostruiscono con residui, l'aria intrappolata può causare segni di bruciatura, pezzi incompleti e instabilità dimensionale.
Il sistema di espulsione: garantire un rilascio pulito
Il sistema di perni di espulsione e piastre è responsabile della spinta del pezzo finito fuori dallo stampo. Perni usurati, piegati o scarsamente lubrificati possono danneggiare il pezzo, bloccarsi o addirittura rompersi, causando significativi tempi di inattività.
Sistemi di raffreddamento e riscaldamento: la chiave per il tempo di ciclo
La rete di canali per acqua, olio o riscaldatori controlla la temperatura dello stampo. L'accumulo di calcare nelle linee di raffreddamento o i termocoppie difettose in un canale caldo possono portare a una qualità dei pezzi inconsistente, deformazioni e tempi di ciclo più lunghi e meno efficienti.
Comprendere i compromessi e le insidie
L'implementazione di un programma di PM richiede il riconoscimento delle sue realtà. Essere consapevoli delle potenziali insidie è la chiave del suo successo.
Il costo della prevenzione vs. il costo del guasto
La PM richiede tempi di inattività programmati, manodopera e una scorta di pezzi di ricambio. La direzione potrebbe vederlo come un costo, ma è minuscolo rispetto al costo di un guasto di emergenza. La chiave è usare i dati per trovare la frequenza ottimale di PM – non troppo, non troppo poco.
L'insidia della documentazione inconsistente
Un programma di PM senza registrazioni meticolose è solo un'ipotesi. Non si può migliorare ciò che non si misura. Ogni pulizia, ispezione e sostituzione di pezzi deve essere registrata. Questi dati rivelano le tendenze di usura e consentono di prevedere accuratamente le esigenze future.
Il pericolo di una formazione insufficiente dei tecnici
Uno stampo complesso è uno strumento di precisione. Un tecnico non adeguatamente formato può causare più danni durante lo smontaggio e il rimontaggio che la stessa fase di produzione. Investire in una formazione adeguata è essenziale affinché qualsiasi programma di PM sia efficace.
Fare la scelta giusta per la vostra operazione
Un programma di PM ben progettato supporta direttamente le vostre priorità operative più alte. Utilizzate il vostro obiettivo primario per guidare la vostra attenzione.
- Se il vostro obiettivo principale è massimizzare il tempo di attività: Date priorità a un programma basato sui dati per la manutenzione di Livello 2 e Livello 3, basato sui conteggi dei cicli, per affrontare preventivamente l'usura prima che possa causare un arresto della linea.
- Se il vostro obiettivo principale è garantire la qualità dei pezzi: Concentratevi sulla pulizia frequente degli sfiati, sulla lucidatura delle superfici delle cavità e sull'ispezione meticolosa delle linee di giunzione e delle aree del canale durante ogni evento di PM.
- Se il vostro obiettivo principale è prolungare la vita degli asset utensile: Implementate un rigoroso programma di revisione di Livello 3 e mantenete una documentazione meticolosa dell'usura dei componenti per giustificare e pianificare le principali ristrutturazioni.
In definitiva, la manutenzione preventiva vi consente di prendere il controllo del vostro processo di produzione, trasformando l'incertezza in prestazioni prevedibili e redditizie.
Tabella riassuntiva:
| Livello PM | Attivatore | Azioni chiave | Obiettivo primario |
|---|---|---|---|
| Livello 1: Manutenzione in pressa | Fine turno/ciclo | Pulizia linea di giunzione, ispezione residui | Prevenire problemi immediati |
| Livello 2: Ispezione al banco | Conteggio cicli prestabilito (25k-100k) | Pulizia sfiati/linee acqua, disassemblaggio parziale | Intercettare l'usura prima che diventi critica |
| Livello 3: Revisione completa | Alto conteggio cicli/annuale | Smontaggio completo, misurazione/sostituzione componenti | Ripristinare a condizioni quasi originali |
Pronti a trasformare la manutenzione del vostro stampo da reattiva a proattiva? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, soddisfacendo le esigenze di laboratorio con strumenti di precisione che supportano programmi di manutenzione preventiva efficaci. La nostra esperienza vi aiuta a implementare la giusta strategia di PM per massimizzare il tempo di attività, garantire una qualità costante dei pezzi e proteggere i vostri preziosi asset stampo. Contattate i nostri esperti oggi stesso per discutere come possiamo aiutarvi a costruire un programma di manutenzione prevedibile e redditizio, su misura per i vostri obiettivi operativi specifici.
Guida Visiva
Prodotti correlati
- Pressa Cilindrica con Scala per Laboratorio
- Stampo per pressatura di pellet di polvere di acido borico XRF per uso di laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Pressa a Caldo a Doppia Piastra per Laboratorio
- Pressa termica speciale per uso di laboratorio
Domande frequenti
- Qual è la funzione principale della pressatura nello stampo per le polveri LAGP? Ottenere elettroliti solidi ad alte prestazioni
- Qual è la necessità di utilizzare una pressa idraulica da laboratorio e stampi cilindrici? Garantire test accurati su campioni di BN
- Qual è la funzione degli stampi a pressa durante la preparazione dei compositi SiCf/Ti-43Al-9V? Ottenere precisione strutturale
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Come usare uno stampo a pressione? Padroneggia l'arte delle forme ceramiche consistenti



















