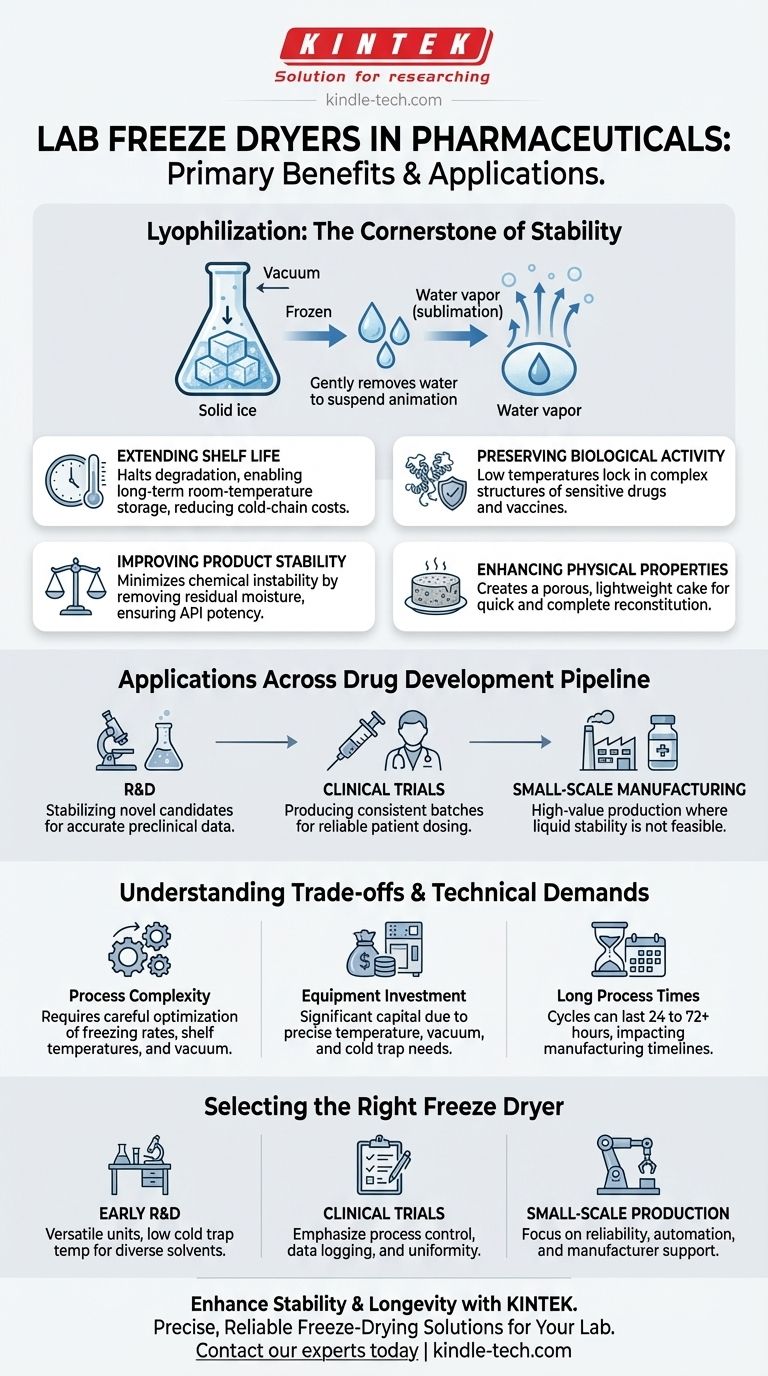
I principali vantaggi di un liofilizzatore da laboratorio in campo farmaceutico sono l'estensione della durata di conservazione, la conservazione dell'attività biologica di farmaci sensibili, il miglioramento della stabilità del prodotto e il miglioramento delle proprietà fisiche per il trasporto e lo stoccaggio. Questo processo, noto come liofilizzazione, è essenziale per creare prodotti terapeutici che rimangano potenti e sicuri per anni senza richiedere una refrigerazione costante.
Il valore fondamentale della liofilizzazione è la sua capacità di rimuovere delicatamente l'acqua da composti biologici e chimici sensibili. Questo processo pone il prodotto in uno stato di animazione sospesa, rendendolo stabile per anni e preservandone l'integrità terapeutica fino a quando non viene ricostituito per l'uso.

Perché la Liofilizzazione è una Pietra Angolare della Stabilità Farmaceutica
La liofilizzazione è più di un semplice metodo di essiccazione; è una tecnica di stabilizzazione precisa. Funziona congelando il materiale e quindi riducendo la pressione circostante per consentire all'acqua congelata di sublimare direttamente da solido a gas, bypassando la fase liquida dannosa.
Estendere la Durata di Conservazione Oltre la Refrigerazione
Rimuovendo l'acqua, il mezzo principale per le reazioni chimiche e la crescita microbica, la liofilizzazione arresta efficacemente il degrado. Ciò consente di conservare farmaci complessi a temperatura ambiente per periodi prolungati, semplificando la logistica e riducendo i costi associati allo stoccaggio a catena del freddo.
Preservare Delicate Strutture Biologiche
Molti farmaci moderni, in particolare vaccini e terapie a base proteica, sono incredibilmente fragili. Le alte temperature o lo stress fisico dell'evaporazione convenzionale possono distruggere le loro complesse strutture tridimensionali, rendendoli inutili. La liofilizzazione è un processo a bassa temperatura che blocca queste strutture in posizione.
Ottenere una Stabilità Superiore del Prodotto
Il prodotto liofilizzato finale presenta un contenuto di umidità residua estremamente basso. Ciò riduce al minimo l'instabilità chimica, come l'idrolisi, garantendo che il principio attivo farmaceutico (API) mantenga la sua potenza specificata durante l'intera durata di conservazione.
Creare un Prodotto Coerente e Riutilizzabile
Il processo si traduce in una "torta" solida e porosa che è leggera e occupa lo stesso volume del liquido congelato originale. Questa struttura consente al prodotto di essere ridisciolto (ricostituito) rapidamente e completamente, il che è fondamentale per le applicazioni cliniche in cui un dosaggio accurato è fondamentale.
Applicazioni nel Flusso di Sviluppo dei Farmaci
I liofilizzatori da laboratorio non servono solo per la produzione su larga scala; sono uno strumento critico in ogni fase per portare un farmaco sul mercato.
Ricerca e Sviluppo (R&S)
Nelle fasi iniziali, gli scienziati utilizzano i liofilizzatori per stabilizzare nuovi candidati farmaci. Ciò consente loro di studiare i composti nel tempo senza la variabile del degrado, garantendo l'accuratezza dei dati preclinici.
Studi Clinici
Per gli studi clinici, è essenziale produrre lotti coerenti e stabili di farmaci sperimentali. La liofilizzazione garantisce che ogni paziente in uno studio riceva il farmaco alla sua potenza prevista, indipendentemente da quando o dove viene somministrato.
Produzione su Piccola Scala
I liofilizzatori in scala di laboratorio sono utilizzati per produrre piccoli lotti commerciali di prodotti di alto valore. Ciò include molti vaccini, farmaci iniettabili e terapie per le quali la stabilità in forma liquida non è fattibile.
Comprendere i Compromessi e le Esigenze Tecniche
Sebbene i vantaggi siano significativi, l'adozione della liofilizzazione richiede una chiara comprensione delle sue complessità.
Complessità del Processo
Lo sviluppo di un ciclo di liofilizzazione di successo è un'impresa scientifica complessa. Richiede un'attenta ottimizzazione dei tassi di congelamento, delle temperature del piano e dei livelli di vuoto per ogni prodotto specifico per evitare il collasso o la perdita di attività.
Investimento in Apparecchiature
I liofilizzatori sono apparecchiature sofisticate che rappresentano un investimento di capitale significativo. La necessità di un controllo preciso della temperatura, di vuoti profondi e di trappole fredde robuste li rende più costosi di semplici forni o evaporatori.
Tempi di Processo Lunghi
Un tipico ciclo di liofilizzazione può durare da 24 a 72 ore, o anche di più. Questo lungo tempo di lavorazione può rappresentare un collo di bottiglia nella produzione e deve essere considerato nelle tempistiche di produzione.
Selezione del Liofilizzatore Giusto per la Tua Applicazione
La scelta dell'attrezzatura corretta dipende interamente dal tuo obiettivo specifico. I fattori tecnici chiave includono la temperatura della trappola fredda, il livello di vuoto e l'uniformità della temperatura del piano.
- Se il tuo obiettivo principale è la R&S iniziale con composti diversi: Dai priorità a un'unità versatile con una temperatura della trappola fredda molto bassa per gestire un'ampia gamma di solventi e controlli precisi per sviluppare nuovi cicli.
- Se il tuo obiettivo principale è produrre materiali per studi clinici: Sottolinea il controllo del processo, le capacità di registrazione dei dati e l'uniformità della temperatura delle piastre per garantire la coerenza tra i lotti e la conformità normativa.
- Se il tuo obiettivo principale è la produzione su piccola scala e controllata in termini di qualità: Cerca affidabilità, funzionalità di automazione per garantire la ripetibilità e un sistema di un produttore con una solida reputazione per assistenza e supporto.
In definitiva, un liofilizzatore da laboratorio è uno strumento essenziale per trasformare formulazioni liquide instabili in prodotti stabili e duraturi che siano sicuri ed efficaci per i pazienti.
Tabella Riassuntiva:
| Vantaggio | Impatto Chiave |
|---|---|
| Prolunga la Durata di Conservazione | Consente la conservazione a temperatura ambiente, riducendo i costi della catena del freddo. |
| Preserva l'Attività Biologica | Protegge le delicate strutture di proteine e vaccini. |
| Migliora la Stabilità del Prodotto | Riduce al minimo il degrado rimuovendo l'acqua. |
| Migliora le Proprietà Fisiche | Crea una torta porosa per una facile ricostituzione e un dosaggio accurato. |
Pronto a migliorare la stabilità e la longevità delle tue formulazioni farmaceutiche? Un liofilizzatore da laboratorio KINTEK è lo strumento preciso e affidabile di cui hai bisogno per la R&S, gli studi clinici e la produzione su piccola scala. Siamo specializzati nella fornitura di apparecchiature e materiali di consumo da laboratorio di alta qualità per soddisfare le esigenze rigorose dell'industria farmaceutica. Contatta oggi i nostri esperti per trovare la soluzione di liofilizzazione perfetta per le esigenze uniche del tuo laboratorio e garantire che i tuoi prodotti terapeutici rimangano potenti e sicuri.
Guida Visiva
Prodotti correlati
- Liofilizzatore da Laboratorio ad Alte Prestazioni
- Liofilizzatore da Laboratorio ad Alte Prestazioni per Ricerca e Sviluppo
- Liofilizzatore da banco per uso di laboratorio
- Liofilizzatore da Laboratorio da Banco
- Congelatore Verticale di Precisione da Laboratorio a Temperatura Ultra-Bassa 808L
Domande frequenti
- Come i liofilizzatori da laboratorio supportano la ricerca scientifica? Preservare l'integrità dei campioni per risultati riproducibili
- Che ruolo svolgono i liofilizzatori da laboratorio nell'industria alimentare? Sblocca una conservazione alimentare superiore
- Quale ruolo svolge un liofilizzatore da laboratorio nella sintesi di elettrocatalizzatori a base di grafene? Preservare le strutture 3D
- Quali tipi di campioni liquidi possono essere trattati utilizzando un liofilizzatore da laboratorio? Conserva i tuoi materiali sensibili
- Quali precauzioni devono essere adottate durante l'uso di un liofilizzatore da laboratorio? Passaggi essenziali per una liofilizzazione affidabile



















