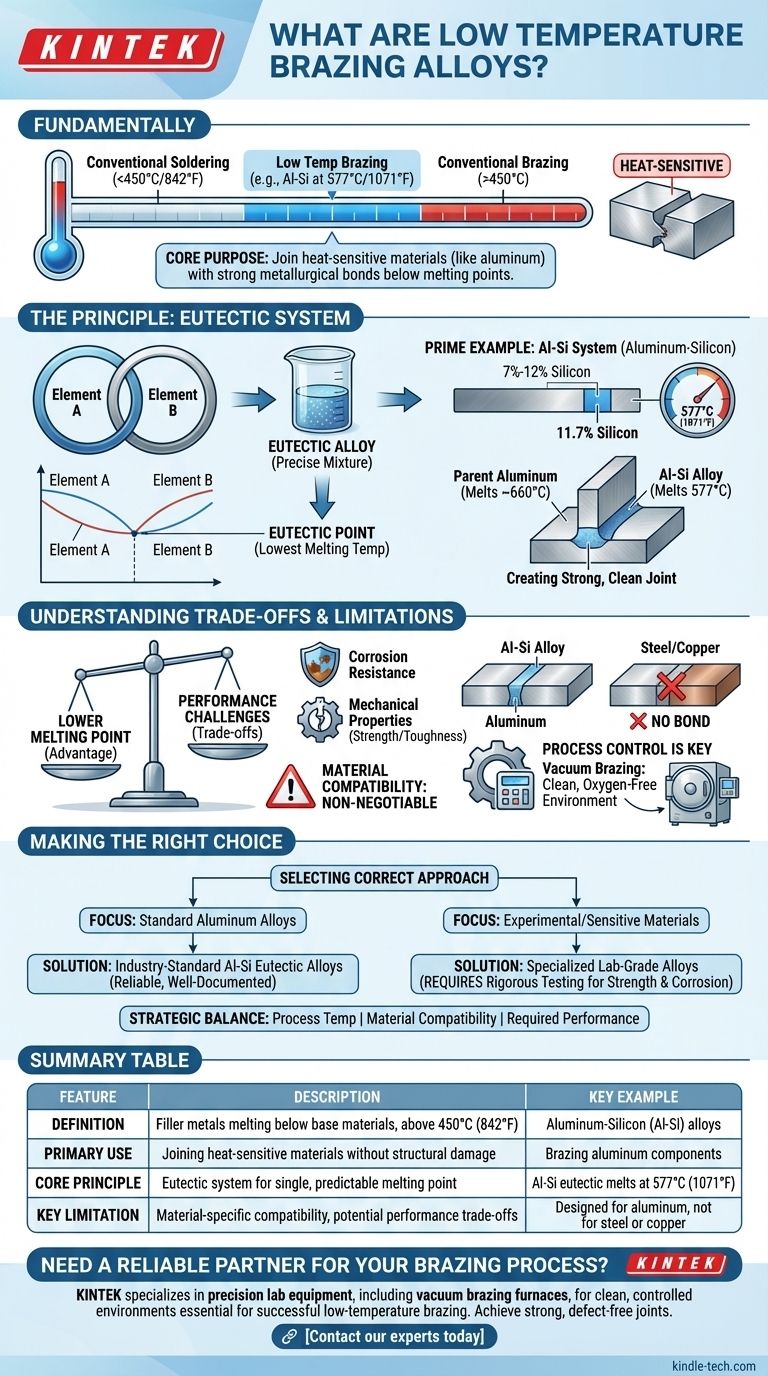
Fondamentalmente, le leghe per brasatura a bassa temperatura sono metalli d'apporto specializzati progettati per creare giunzioni resistenti tra i materiali senza esporli a calore elevato e dannoso. Queste leghe fondono a una temperatura significativamente inferiore rispetto ai materiali base che vengono uniti, ma comunque superiore alla soglia convenzionale di 450°C (842°F) che separa la brasatura dalla saldatura dolce. L'esempio industriale più comune è il sistema alluminio-silicio (Al-Si) utilizzato per brasare l'alluminio, che ha un punto di fusione intorno ai 577°C (1071°F).
Lo scopo principale di una lega per brasatura a bassa temperatura è consentire l'unione di materiali sensibili al calore, come le leghe di alluminio, creando un robusto legame metallurgico ben al di sotto del loro punto di fusione. La chiave è ottenere questo vantaggio a bassa temperatura senza compromettere la resistenza o la resistenza alla corrosione della giunzione finale.

Il Principio Dietro le Leghe a Bassa Temperatura
L'efficacia di queste leghe non è magia; è radicata in uno specifico principio metallurgico noto come sistema eutettico. Comprendere questo concetto è fondamentale per capire perché funzionano così bene per applicazioni specifiche.
Cos'è una Lega Eutettica?
Una lega eutettica è una miscela precisa di due o più elementi che ha un punto di fusione inferiore rispetto a qualsiasi altra miscela di quegli stessi elementi.
Quando combinati in questo esatto rapporto, gli elementi fondono e solidificano a una singola e netta temperatura, comportandosi quasi come una sostanza pura. Questo comportamento di fusione prevedibile è ideale per un processo di brasatura controllato.
Il Sistema Al-Si: Un Esempio Principale
Le leghe per brasatura a bassa temperatura più diffuse sono basate sul sistema alluminio-silicio (Al-Si). Queste leghe contengono tipicamente tra il 7% e il 12% di silicio.
Il punto eutettico per questo sistema si verifica al 11,7% di silicio, il che crea una lega che fonde a precisi 577°C (1071°F). Questo è lo standard per la brasatura di molte leghe di alluminio comuni.
Perché è Importante per l'Alluminio
La maggior parte delle leghe di alluminio fonde a temperature intorno ai 660°C (1220°F). Il punto di fusione inferiore della lega eutettica Al-Si di 577°C crea una finestra di temperatura cruciale.
Questa finestra consente a un fabbricante di riscaldare un assemblaggio fino a quando la lega di brasatura non fonde e fluisce nella giunzione, mentre i componenti di alluminio di base rimangono solidi e strutturalmente integri. Questo processo crea una giunzione forte e pulita con un'eccellente uniformità di colore.
Comprendere i Compromessi e i Limiti
Sebbene estremamente utili, le leghe per brasatura a bassa temperatura non sono una soluzione universale. La loro natura specializzata comporta considerazioni specifiche che sono fondamentali per il successo in un contesto industriale.
La Sfida delle Prestazioni
Sebbene le leghe Al-Si standard siano collaudate e affidabili, le leghe a temperatura più bassa più avanzate sviluppate nei laboratori spesso faticano a soddisfare le esigenze industriali.
Queste leghe sperimentali possono offrire un punto di fusione ancora più basso, ma possono essere carenti in termini di resistenza alla corrosione e proprietà meccaniche come tenacità e resistenza, rendendole inadatte a molte applicazioni commerciali.
La Compatibilità dei Materiali è Non Negoziabile
Le leghe a bassa temperatura sono progettate per specifiche famiglie di materiali di base. Una lega di brasatura Al-Si è ingegnerizzata esclusivamente per unire l'alluminio.
Usarla su altri metalli, come acciaio o rame, non funzionerà perché le necessarie interazioni metallurgiche non avverranno. La lega deve essere compatibile con i materiali di base.
Il Controllo del Processo è Fondamentale
Ottenere una brasatura riuscita richiede più del semplice la lega giusta. Il processo stesso è critico.
Tecniche come la brasatura sottovuoto sono spesso utilizzate per garantire un ambiente pulito e privo di ossigeno. Ciò impedisce l'ossidazione delle superfici di alluminio, che altrimenti inibirebbe il flusso della lega di brasatura e comporterebbe una giunzione debole o fallita.
Fare la Scelta Giusta per la Tua Applicazione
La selezione dell'approccio corretto dipende interamente dai materiali con cui si lavora e dai requisiti di prestazione del prodotto finale.
- Se la tua attenzione principale è unire leghe di alluminio standard: Le leghe eutettiche per brasatura Al-Si standard del settore sono la scelta più affidabile e ben documentata.
- Se la tua attenzione principale è unire materiali sperimentali o altamente sensibili: Potrebbe essere necessario ricercare leghe specializzate di grado da laboratorio, ma è necessario prevedere test rigorosi per convalidare la loro resistenza meccanica e la resistenza alla corrosione.
In definitiva, la selezione della giusta lega per brasatura a bassa temperatura è un equilibrio strategico tra temperatura di processo, compatibilità dei materiali e le prestazioni richieste della giunzione finale.
Tabella Riassuntiva:
| Caratteristica | Descrizione | Esempio Chiave |
|---|---|---|
| Definizione | Metalli d'apporto che fondono al di sotto dei materiali base ma sopra i 450°C (842°F) | Leghe Alluminio-Silicio (Al-Si) |
| Uso Principale | Unire materiali sensibili al calore senza danni strutturali | Brasatura di componenti in alluminio |
| Principio Fondamentale | Sistema eutettico per un punto di fusione singolo e prevedibile | L'eutettico Al-Si fonde a 577°C (1071°F) |
| Limite Chiave | Compatibilità specifica del materiale e potenziali compromessi in termini di resistenza/corrosione | Progettato per l'alluminio, non per acciaio o rame |
Hai bisogno di un partner affidabile per il tuo processo di brasatura?
L'attrezzatura giusta è importante tanto quanto la lega giusta. KINTEK è specializzata in apparecchiature da laboratorio di precisione, inclusi forni per brasatura sottovuoto, che forniscono l'ambiente pulito e controllato essenziale per una brasatura a bassa temperatura di successo. Sia che tu stia lavorando con leghe di alluminio standard o materiali avanzati, le nostre soluzioni ti aiutano a ottenere giunzioni resistenti e prive di difetti.
Contatta oggi i nostri esperti per discutere come possiamo supportare le tue specifiche esigenze di laboratorio e produzione.
Guida Visiva
Prodotti correlati
- Polvere Granulare di Allumina per Ceramiche Avanzate a Bassa Temperatura
- Congelatore verticale da laboratorio a bassissima temperatura 408L avanzato per la conservazione di materiali di ricerca critici
- Congelatore essenziale da laboratorio a bassissima temperatura da 608L per la conservazione critica dei campioni
- Congelatore ULT Verticale a Temperatura Ultra Bassa da 108L
- Congelatore a Temperatura Ultra-Bassa di Precisione 308L per Applicazioni di Laboratorio
Domande frequenti
- Quali sono le proprietà e le precauzioni di manipolazione della polvere di allumina come materiale lucidante? Ottieni una finitura impeccabile con precisione
- Quali misure dovrebbero essere adottate per prevenire la contaminazione incrociata quando si utilizzano polveri di allumina di diverse dimensioni?
- Qual è la ceramica industriale più comune? Scopri perché l'allumina domina innumerevoli applicazioni
- Cosa si intende per polvere ceramica? Il progetto ingegnerizzato per le ceramiche avanzate
- Qual è il calore specifico dell'allumina? Varia da 451 a 955 J/kg·K












