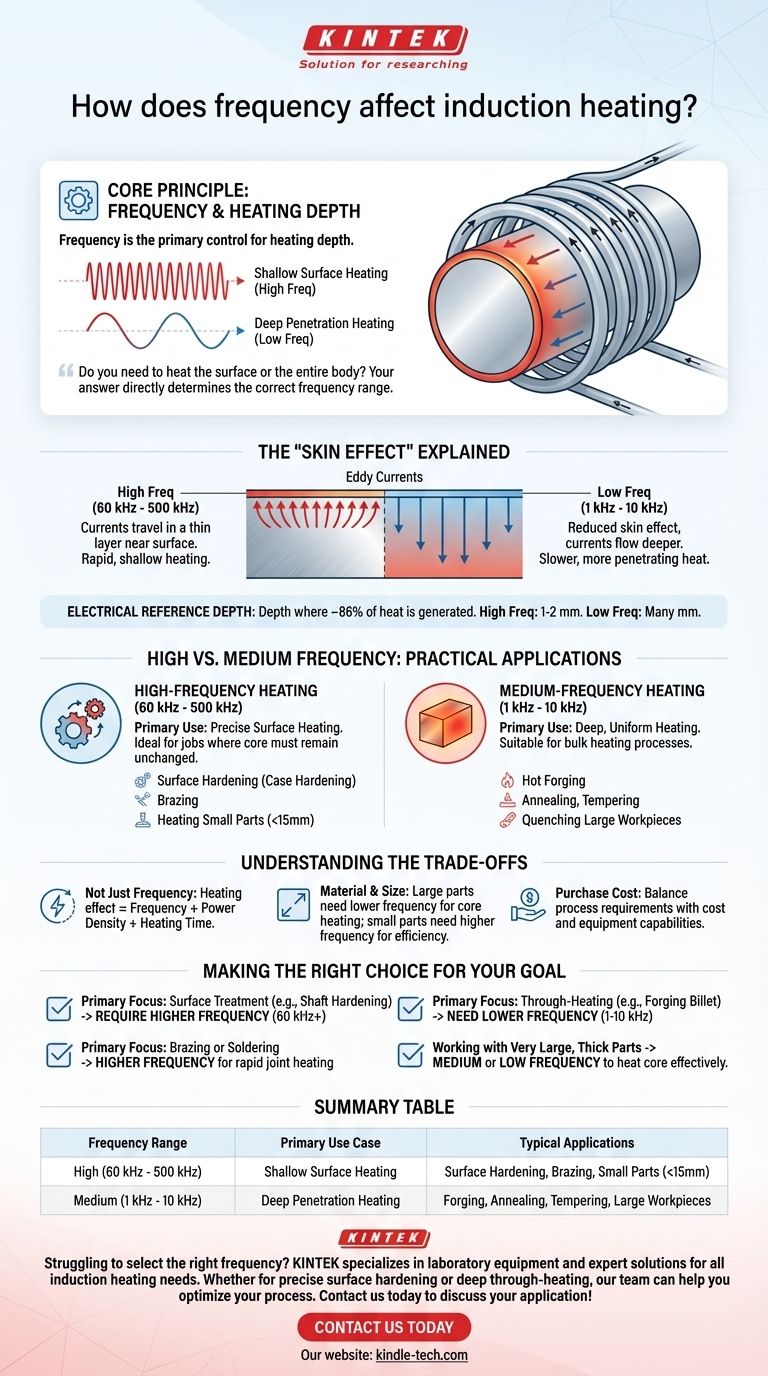
In sostanza, la frequenza è il controllo primario per la profondità di riscaldamento in un processo a induzione. Una frequenza più alta concentra l'effetto di riscaldamento vicino alla superficie di un pezzo, mentre una frequenza più bassa permette al calore di penetrare più in profondità nel materiale. Questo singolo principio determina quale frequenza è appropriata per una data applicazione.
La scelta tra alta e media frequenza non riguarda quale sia "migliore", ma risponde a una domanda fondamentale: è necessario riscaldare la superficie o l'intero corpo del pezzo? La tua risposta determina direttamente l'intervallo di frequenza corretto per il tuo processo.

Il Principio Fondamentale: Frequenza e Profondità di Riscaldamento
Per capire perché la frequenza ha questo effetto, dobbiamo esaminare come funziona l'induzione e un fenomeno noto come "effetto pelle".
Come Funziona il Riscaldamento a Induzione
Il riscaldamento a induzione utilizza una bobina per generare un campo magnetico potente e rapidamente alternato. Quando un pezzo conduttivo (come un componente in acciaio) viene posizionato all'interno di questo campo, esso induce correnti elettriche, note come correnti parassite, all'interno del pezzo stesso. La resistenza del materiale al flusso di queste correnti è ciò che genera calore preciso e localizzato.
L'"Effetto Pelle"
La frequenza della corrente alternata nella bobina determina dove queste correnti parassite fluiscono all'interno del pezzo. Ciò è dovuto all'effetto pelle, un principio fisico per cui le correnti alternate tendono a fluire sullo strato esterno, o "pelle", di un conduttore.
Le frequenze più alte fanno sì che le correnti parassite viaggino in uno strato molto sottile vicino alla superficie, con conseguente riscaldamento rapido e superficiale.
Le frequenze più basse riducono l'effetto pelle, consentendo alle correnti parassite di fluire più in profondità nel pezzo, con conseguente calore più lento e penetrante.
Definizione di "Profondità di Riferimento Elettrica"
Questo concetto è spesso quantificato come profondità di riferimento elettrica. Si riferisce alla profondità dalla superficie in cui viene generato circa l'86% del calore. Un processo ad alta frequenza potrebbe avere una profondità di riferimento di 1-2 mm, mentre un processo a bassa frequenza potrebbe avere una profondità di molti millimetri.
Alta vs. Media Frequenza: Applicazioni Pratiche
La scelta della frequenza è dettata interamente dai requisiti di processo per il materiale e il risultato desiderato.
Riscaldamento ad Alta Frequenza (60 kHz - 500 kHz)
L'induzione ad alta frequenza è utilizzata per applicazioni che richiedono un riscaldamento superficiale preciso. Poiché il calore è generato in uno strato sottile, è ideale per lavori in cui le proprietà del nucleo del materiale devono rimanere invariate.
Le applicazioni comuni includono la tempra superficiale (cementazione), la brasatura e il riscaldamento di pezzi molto piccoli (ad esempio, barre tonde sotto i 15 mm).
Riscaldamento a Media Frequenza (1 kHz - 10 kHz)
L'induzione a media frequenza è la scelta per le applicazioni che richiedono un riscaldamento profondo e uniforme attraverso una grande sezione trasversale del materiale. La sua capacità di penetrare in profondità nel pezzo la rende adatta per processi di riscaldamento di massa.
Le applicazioni comuni includono la forgiatura a caldo, la ricottura, la tempra e la bonifica di pezzi di grandi dimensioni dove è richiesta una durezza profonda.
Comprendere i Compromessi
Sebbene la profondità di riscaldamento sia il fattore principale, altri fattori influenzano la decisione finale.
Non Si Tratta Solo di Frequenza
L'effetto di riscaldamento finale è il risultato di frequenza, densità di potenza e tempo di riscaldamento. Una macchina ad alta potenza e media frequenza potrebbe ottenere un calore superficiale simile a una macchina a bassa potenza e alta frequenza in alcuni scenari, introducendo altre variabili nell'equazione.
Considerazioni su Materiale e Dimensioni
La dimensione del pezzo è fondamentale. Per pezzi molto grandi, una frequenza più bassa è essenziale per garantire che il calore possa raggiungere il nucleo prima che la superficie si surriscaldi. Al contrario, cercare di riscaldare un pezzo molto piccolo con una bassa frequenza è spesso inefficiente.
Costo di Acquisto e Attrezzature
La selezione dell'attrezzatura comporta un equilibrio tra i requisiti di processo e il costo. A volte, una macchina di maggiore potenza a una frequenza può svolgere lo stesso lavoro di una macchina di minore potenza a un'altra. Ciò richiede un'analisi completa del pezzo specifico e degli obiettivi di produzione.
Fare la Scelta Giusta per il Tuo Obiettivo
In definitiva, il tuo obiettivo di processo detta la frequenza corretta. Utilizza queste linee guida per prendere una decisione informata.
- Se il tuo obiettivo primario è il trattamento superficiale (come la cementazione di un albero): Hai bisogno di una frequenza più alta (60 kHz+) per concentrare il calore precisamente sulla superficie.
- Se il tuo obiettivo primario è il riscaldamento passante (come la preparazione di un grande billetta per la forgiatura): Hai bisogno di una frequenza più bassa (1-10 kHz) per garantire una penetrazione del calore profonda e uniforme.
- Se il tuo obiettivo primario è la brasatura o la saldatura: Si utilizza quasi sempre una frequenza più alta per la sua capacità di riscaldare rapidamente l'area del giunto senza influenzare il resto dell'assemblaggio.
- Se stai lavorando con pezzi molto grandi e spessi: È necessaria una frequenza media o bassa per superare la massa e riscaldare efficacemente il nucleo del pezzo.
Abbinare la frequenza al risultato di riscaldamento desiderato è il passo più critico nella progettazione di un processo a induzione efficace.
Tabella Riepilogativa:
| Intervallo di Frequenza | Caso d'Uso Primario | Applicazioni Tipiche |
|---|---|---|
| Alta (60 kHz - 500 kHz) | Riscaldamento Superficiale Basso | Tempra Superficiale, Brasatura, Piccoli Pezzi (<15mm) |
| Media (1 kHz - 10 kHz) | Riscaldamento a Penetrazione Profonda | Forgiatura, Ricottura, Tempra, Pezzi Grandi |
Hai difficoltà a selezionare la frequenza giusta per il tuo processo di riscaldamento a induzione? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, fornendo soluzioni esperte per tutte le tue esigenze di riscaldamento a induzione. Sia che tu richieda una tempra superficiale precisa o un riscaldamento profondo per pezzi di grandi dimensioni, il nostro team può aiutarti a ottimizzare il tuo processo per la massima efficienza e qualità. Contattaci oggi per discutere la tua applicazione specifica e scoprire come KINTEK può migliorare le capacità del tuo laboratorio!
Guida Visiva
Prodotti correlati
- Fornace a Pressa Calda a Induzione Sottovuoto 600T per Trattamento Termico e Sinterizzazione
- Fornace a Induzione Sottovuoto su Scala di Laboratorio
- Pressa piana riscaldata a infrarossi
- Fornace Tubolare per CVD Multi Zone Macchina Deposizione Chimica da Vapore Sistema Camera Attrezzatura
- Circolatore Riscaldante Refrigerante da 10L per Bagno d'Acqua Refrigerante per Reazione a Temperatura Costante Alta e Bassa
Domande frequenti
- Quali sfide fondamentali affronta un forno a pressa a caldo sottovuoto? Ottenere un'integrità strutturale superiore dei FGM WCp/Cu
- Qual è il valore applicativo di un forno a pressa calda sottovuoto? Sblocca ceramiche di carburo complesse ad alta densità
- In che modo il sistema a vuoto all'interno di un forno a pressa a caldo sottovuoto contribuisce alla qualità dei compositi a matrice di alluminio?
- Quale ruolo svolge l'ambiente ad alto vuoto nella sinterizzazione di compositi grafite/alluminio? Ottimizza la tua adesione
- Quali sono i vantaggi di un forno a pressa calda sottovuoto per W-50%Cu? Raggiungere una densità del 99,6% a temperature più basse













