Fondamentalmente, l'asta di saldobrasatura deve avere una temperatura di fusione inferiore rispetto all'acciaio che viene unito. Questo è il principio fondamentale del processo di brasatura. La procedura funziona fondendo un metallo d'apporto (l'asta) che fluisce nello spazio tra le parti in acciaio solide e non fuse, creando un forte legame metallurgico al raffreddamento.
La regola fondamentale della brasatura è che il metallo d'apporto si scioglie mentre i metalli base rimangono solidi. Pertanto, un'asta di saldobrasatura ha sempre un punto di fusione significativamente inferiore rispetto all'acciaio che sta unendo, consentendole di formare un legame senza fondere o deformare la struttura centrale dell'acciaio.

Il Principio Fondamentale: Perché la Brasatura Dipende da un Punto di Fusione Inferiore
La differenza di temperatura tra il metallo d'apporto e il metallo base non è solo un dettaglio, ma è l'intera base del processo e ciò che lo distingue dalla saldatura.
Definizione di Brasatura rispetto a Saldatura
La differenza fondamentale tra brasatura e saldatura è lo stato dei metalli base durante il processo.
Nella saldatura, i metalli base stessi vengono riscaldati fino al loro punto di fusione e fusi insieme, spesso con un materiale d'apporto. L'obiettivo è creare un unico pezzo di metallo continuo.
Nella brasatura, solo il metallo d'apporto si scioglie. I metalli base (le parti in acciaio) diventano molto caldi ma rimangono ben al di sotto del loro punto di fusione. La brasatura è un processo di unione, non un processo di fusione.
Comprendere i Punti di Fusione in Numeri
Per mettere questo in prospettiva, considera le temperature tipiche coinvolte.
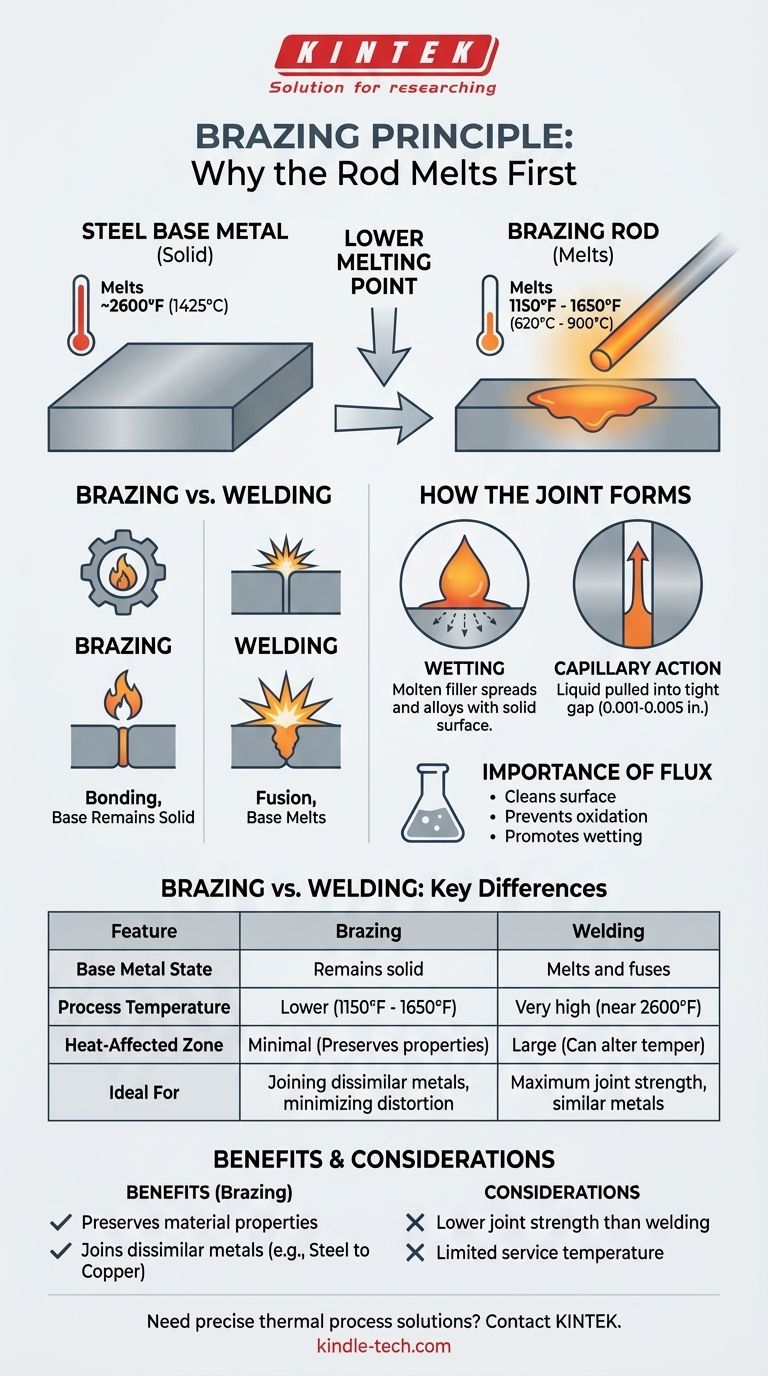
Un acciaio al carbonio comune ha un punto di fusione di circa 2600°F (1425°C).
I metalli d'apporto per la brasatura dell'acciaio, come il bronzo o le leghe d'argento, hanno punti di fusione (tecnicamente la loro temperatura di liquidus) molto più bassi, tipicamente nell'intervallo di 1150°F a 1650°F (620°C a 900°C).
Questo enorme divario di temperatura è ciò che rende possibile il processo. È possibile portare l'intero assemblaggio a 1700°F, che è abbastanza caldo da fondere l'asta ma lascia l'acciaio oltre 900°F al di sotto del suo punto di fusione.
Come si Forma il Giunto Brasato
Con il metallo base che rimane solido, il metallo d'apporto fuso deve legarsi ad esso attraverso altri meccanismi. Ciò avviene attraverso due fenomeni chiave.
Il Concetto di "Bagnatura"
La bagnatura è la capacità di un liquido di diffondersi su una superficie solida. Nella brasatura, il metallo d'apporto fuso "bagna" la superficie dell'acciaio caldo.
Questa non è semplice adesione. È un processo metallurgico in cui il metallo d'apporto forma un sottile strato di diffusione, legandosi con la superficie stessa dell'acciaio per creare un legame eccezionalmente forte e permanente.
La Potenza dell'Azione Capillare
La brasatura funziona meglio su parti con uno spazio molto piccolo e controllato tra loro, tipicamente da 0,001 a 0,005 pollici.
Quando il metallo d'apporto si scioglie, questo spazio ristretto attira il metallo liquido nel giunto attraverso l'azione capillare. Questa è la stessa forza che attira l'acqua in un tubo stretto, assicurando che l'intero giunto sia riempito con la lega legante.
L'Importanza del Flussante
Affinché avvenga la bagnatura, le superfici dell'acciaio devono essere perfettamente pulite a livello atomico. Alle temperature di brasatura, l'acciaio forma rapidamente ossidi che impediscono all'apporto di legarsi.
Un flussante viene applicato prima del riscaldamento. Si scioglie a una temperatura inferiore rispetto all'asta di saldobrasatura, agendo come un agente pulente chimico che protegge il giunto dall'ossigeno e dissolve eventuali ossidi esistenti, preparando la superficie per una bagnatura perfetta.
Comprendere i Compromessi: Brasatura rispetto a Saldatura dell'Acciaio
Poiché la brasatura non fonde il metallo base, presenta vantaggi e svantaggi distinti rispetto alla saldatura.
Vantaggio: Preservazione delle Proprietà del Materiale
L'alto calore della saldatura crea una grande zona termicamente alterata (ZTA) che può alterare la tempra, la durezza e lo stress interno dell'acciaio, potenzialmente indebolendo l'area attorno alla saldatura.
La brasatura utilizza un calore significativamente inferiore, risultando in una ZTA molto più piccola. Ciò preserva le proprietà originali dell'acciaio, riduce la deformazione e minimizza lo stress residuo nell'assemblaggio finale.
Vantaggio: Unione di Metalli Dissimili
La brasatura è un metodo eccellente per unire metalli con punti di fusione molto diversi, come acciaio su rame o acciaio su ottone. Tentare di saldare queste combinazioni è spesso impossibile, poiché un metallo vaporizzerebbe prima che l'altro si sciolga.
Limitazione: Resistenza del Giunto e Temperatura di Esercizio
La resistenza meccanica di un giunto brasato è limitata dalla resistenza del metallo d'apporto, che è quasi sempre inferiore a quella dell'acciaio base. Sebbene un giunto brasato progettato correttamente sia estremamente resistente, non raggiungerà la piena resistenza del metallo base al 100% che una saldatura di alta qualità può offrire.
Inoltre, un assemblaggio brasato non può essere utilizzato in applicazioni in cui la temperatura di esercizio si avvicina al punto di fusione del metallo d'apporto.
Fare la Scelta Giusta per il Tuo Obiettivo
La selezione del processo corretto richiede di comprendere il tuo obiettivo primario per il giunto.
- Se la tua priorità principale è la massima resistenza del giunto paragonabile al metallo base: Scegli la saldatura, poiché fonde i materiali base direttamente.
- Se la tua priorità principale è minimizzare la distorsione termica e preservare le proprietà dell'acciaio: La brasatura è la scelta superiore grazie alla sua temperatura di processo inferiore.
- Se devi unire l'acciaio a un metallo diverso come rame o ottone: La brasatura è il metodo più efficace e comune per questo compito.
Comprendere questa relazione fondamentale di temperatura ti consente di selezionare il processo di unione corretto per l'integrità e le prestazioni del tuo prodotto finale.
Tabella Riassuntiva:
| Caratteristica | Brasatura | Saldatura |
|---|---|---|
| Stato del Metallo Base | Rimane solido | Si scioglie e si fonde |
| Temperatura del Processo | Inferiore (1150°F - 1650°F) | Molto alta (vicina al punto di fusione dell'acciaio di 2600°F) |
| Zona Termicamente Alterata | Minimale, preserva le proprietà dell'acciaio | Ampia, può alterare tempra e durezza |
| Ideale Per | Unione di metalli dissimili, minimizzazione della distorsione | Massima resistenza del giunto, fusione di metalli simili |
Hai bisogno di unire metalli senza comprometterne l'integrità? KINTEK è specializzata in attrezzature da laboratorio e materiali di consumo, fornendo soluzioni per processi termici precisi come la brasatura. La nostra esperienza ti assicura di ottenere giunti forti e affidabili preservando le proprietà del tuo materiale. Contattaci oggi per discutere di come possiamo supportare le esigenze di unione dei metalli del tuo laboratorio!
Guida Visiva
Prodotti correlati
- Barra ceramica di nitruro di boro (BN) per applicazioni ad alta temperatura
- Barra ceramica avanzata di allumina fine isolata Al2O3 per applicazioni industriali
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
- Produttore personalizzato di parti in PTFE Teflon per asta di recupero dell'agitatore in PTFE
- Barra in ceramica di zirconia stabilizzata di precisione per l'ingegneria di ceramiche avanzate fini
Domande frequenti
- Qual è la funzione di un rivestimento interno in BN in uno stampo di grafite durante la sinterizzazione flash? Padroneggia il controllo preciso della corrente
- Perché i crogioli di Nitruro di Boro (BN) o Allumina sono preferiti per la crescita di GaN con flusso di Na? Ottimizza la tua resa cristallina
- Perché utilizzare crogioli in nitruro di boro (BN) nell'infiltrazione dei metalli? Garantire la purezza del campione e le prestazioni di non bagnabilità.
- Qual è lo scopo dei fogli isolanti di nitruro di boro (BN) nella SPS? Disaccoppiamento degli effetti di sinterizzazione termica ed elettrica
- Perché i tubi di nitruro di boro sono selezionati come recipienti di reazione per Na3SbS4? Garantire la purezza nella sintesi ad alta temperatura




