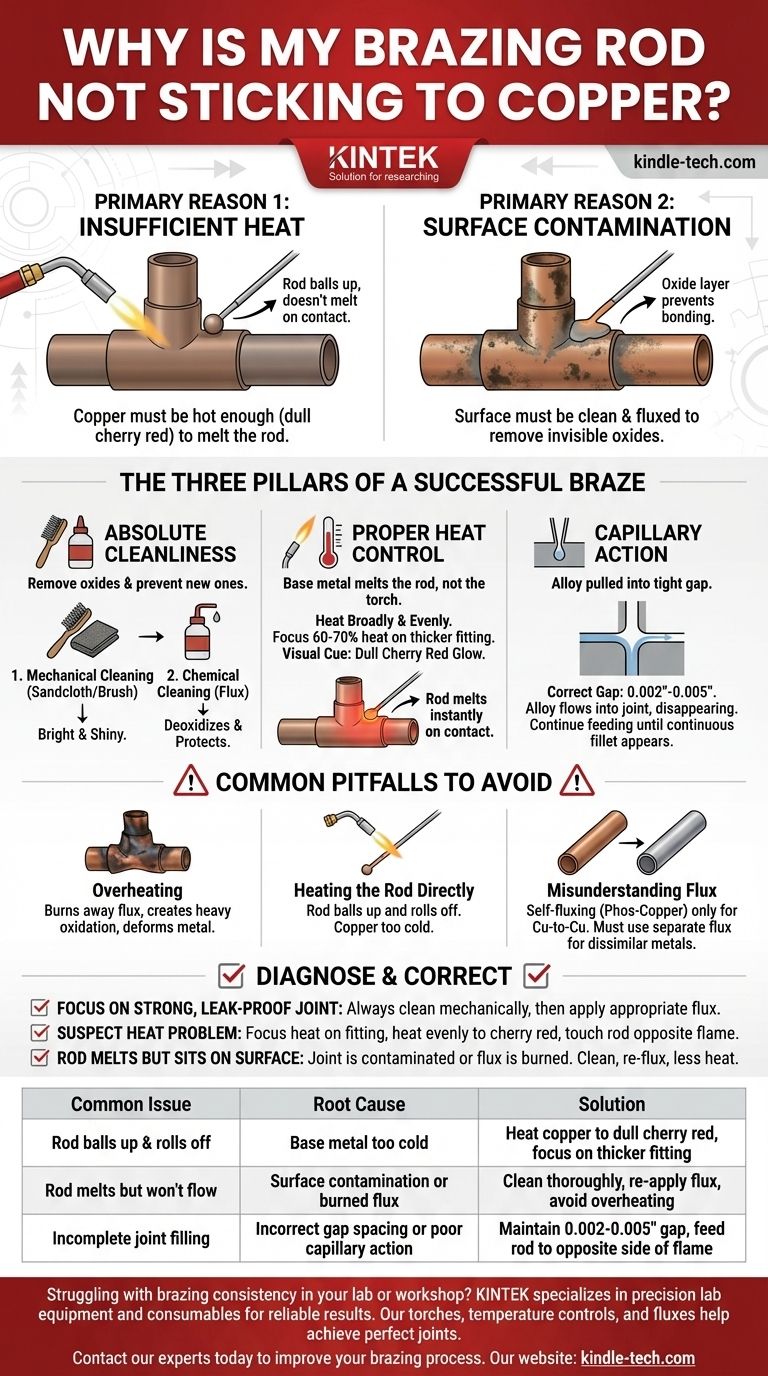
In definitiva, una bacchetta per brasatura non aderisce al rame per due motivi principali: calore insufficiente nel metallo base o contaminazione sulla superficie. Il rame stesso deve essere abbastanza caldo, tipicamente un rosso ciliegia spento, da fondere la bacchetta per brasatura al contatto. Se la superficie non è perfettamente pulita e protetta dal fondente, si formerà uno strato invisibile di ossido, impedendo alla lega d'apporto fusa di legarsi al rame.
La brasatura non è un processo di "incollaggio" di pezzi con una bacchetta fusa. È un processo metallurgico in cui si crea un ambiente surriscaldato e pulito che consente al metallo base (rame) di fondere la bacchetta d'apporto, tirando la lega nel giunto tramite azione capillare per formare un legame più forte del rame stesso.

I Tre Pilastri di una Brasatura Riuscita
Per risolvere il problema del "non aderire", devi padroneggiare tre principi fondamentali. Il fallimento in una qualsiasi di queste aree comporterà un giunto fallito.
Pilastro 1: Pulizia Assoluta
La contaminazione è il nemico silenzioso di una buona brasatura. Quando il rame viene riscaldato, reagisce quasi istantaneamente con l'ossigeno presente nell'aria, formando uno strato di ossido di rame. La lega di brasatura fusa non può e non si legherà a questo strato di ossido.
Il tuo primo compito è rimuovere tutti gli ossidi esistenti e impedire la formazione di nuovi. Questo è un processo in due fasi: pulizia meccanica seguita da pulizia chimica (fondente).
- Pulizia Meccanica: Usa tela smerigliata o una spazzola metallica per raccordi per abrasare l'esterno del tubo e l'interno del raccordo. Le superfici devono essere pulite fino a diventare uniformemente brillanti e lucide, senza macchie scure.
- Pulizia Chimica (Fondente): Dopo la pulizia meccanica, applica uno strato sottile e uniforme di fondente per brasatura appropriato su entrambe le superfici. Il fondente agisce come un disossidante, un indicatore di temperatura e uno scudo protettivo che previene la ri-ossidazione mentre riscaldi il giunto.
Pilastro 2: Controllo Adeguato del Calore
Questo è il punto di fallimento più comune per i principianti. Non fondi la bacchetta per brasatura con la fiamma della torcia. Riscaldi il tubo e il raccordo di rame finché non sono abbastanza caldi da fondere la bacchetta da soli.
La tecnica corretta prevede il riscaldamento dell'assieme in modo ampio e uniforme. Poiché un raccordo è tipicamente più spesso e più pesante del tubo, richiede più calore. Concentra circa il 60-70% del tuo calore sul raccordo per garantire che l'intero assieme raggiunga la temperatura contemporaneamente.
Il segnale visivo è il colore. Riscalda il rame finché non emette un bagliore rosso ciliegia debole e spento. A questa temperatura, se tocchi la bacchetta per brasatura sulla linea di giunzione, il calore del rame da solo dovrebbe fonderla istantaneamente.
Pilastro 3: Il Ruolo dell'Azione Capillare
Se il giunto è pulito e il calore è corretto, il principio finale è l'azione capillare. Questa è la forza fisica che attira la lega di brasatura liquida nello spazio uniforme e stretto tra il tubo e il raccordo.
Affinché l'azione capillare funzioni, lo spazio deve essere corretto, tipicamente tra 0,002" e 0,005". Se lo spazio è troppo stretto, non c'è spazio per il flusso della lega. Se è troppo largo, la forza capillare è troppo debole per attrarre l'apporto e distribuirlo completamente.
Quando introduci la bacchetta nel giunto caldo, dovrebbe fondere ed essere immediatamente tirata nella linea di giunzione, scomparendo dalla vista. Dovresti continuare ad alimentare la bacchetta finché non vedi apparire un raccordo continuo (un anello sottile di lega) attorno all'intero giunto.
Errori Comuni da Evitare
Capire cosa non fare è importante quanto conoscere la procedura corretta.
Il Pericolo del Surriscaldamento
Applicare troppo calore è distruttivo quanto troppo poco. Il surriscaldamento brucia il fondente protettivo, crea una scaglia scura e pesante (ossidazione) che il fondente non può rimuovere, e può persino fondere o deformare il rame. L'obiettivo è un rosso ciliegia controllato, non un bagliore arancione brillante.
L'Errore di Riscaldare Direttamente la Bacchetta
Un classico errore da principiante è puntare la torcia sulla bacchetta per brasatura per fonderla, cercando di "farla gocciolare" sul giunto. Ciò provoca l'aggregazione e la caduta della bacchetta perché il rame è troppo freddo per consentire alla lega di "bagnare" la superficie e fluire. La torcia riscalda i pezzi; i pezzi fondono la bacchetta.
Fraintendere il Fondente
Le diverse leghe di brasatura hanno diverse esigenze di fondente. Per i giunti rame-rame, le leghe contenenti fosforo (come una bacchetta al 15% di Fosforo-Rame) sono auto-fondenti, poiché il fosforo agisce come agente disossidante. Tuttavia, quando si brasa il rame a un metallo dissimile come l'ottone o l'acciaio, è necessario utilizzare un fondente separato. Presumere che una lega sia auto-fondente nella situazione sbagliata garantisce il fallimento.
Fare la Scelta Giusta per il Tuo Obiettivo
Usa questa lista di controllo per diagnosticare e correggere la tua tecnica.
- Se la tua attenzione principale è un giunto forte e a tenuta stagna: Inizia sempre pulendo meccanicamente il tubo e il raccordo con tela smerigliata finché non sono uniformemente brillanti, quindi applica un sottile strato di fondente corretto.
- Se sospetti un problema di calore: Concentra la maggior parte del tuo calore sul raccordo più spesso, riscalda l'assieme in modo uniforme fino a un rosso ciliegia e tocca la bacchetta sul giunto opposto alla fiamma. Il rame stesso dovrebbe fondere istantaneamente la bacchetta e tirarla dentro.
- Se la bacchetta si scioglie ma rimane semplicemente sulla superficie: Il tuo giunto è contaminato o hai bruciato il fondente surriscaldando. Lascia raffreddare, pulisci completamente, riapplica il fondente e riprova con meno calore.
Padroneggia la relazione tra pulizia e calore e padroneggerai il processo di brasatura.
Tabella Riassuntiva:
| Problema Comune | Causa Principale | Soluzione |
|---|---|---|
| La bacchetta si aggrega e rotola via | Metallo base troppo freddo | Riscaldare il rame fino a un rosso ciliegia spento, concentrarsi sul raccordo più spesso |
| La bacchetta si scioglie ma non scorre | Contaminazione superficiale o fondente bruciato | Pulire accuratamente, riapplicare il fondente, evitare il surriscaldamento |
| Riempimento incompleto del giunto | Spaziatura errata o scarsa azione capillare | Mantenere uno spazio di 0,002-0,005", alimentare la bacchetta dal lato opposto alla fiamma |
Hai problemi con la consistenza della brasatura nel tuo laboratorio o officina? KINTEK è specializzata in apparecchiature da laboratorio di precisione e materiali di consumo che garantiscono risultati affidabili. Le nostre torce per brasatura, i controlli di temperatura e i fondenti di elevata purezza aiutano tecnici e ingegneri a ottenere giunti perfetti ogni volta.
Contatta oggi i nostri esperti per discutere come le soluzioni KINTEK possono migliorare il tuo processo di brasatura e fornire connessioni più forti e affidabili per le esigenze del tuo laboratorio o della tua produzione.
Guida Visiva
Prodotti correlati
- Barra ceramica di nitruro di boro (BN) per applicazioni ad alta temperatura
- Barra in ceramica di zirconia stabilizzata di precisione per l'ingegneria di ceramiche avanzate fini
- Barra ceramica avanzata di allumina fine isolata Al2O3 per applicazioni industriali
- Produttore personalizzato di parti in PTFE Teflon per asta di recupero dell'agitatore in PTFE
- Fornace per brasatura sinterizzata a trattamento termico sotto vuoto
Domande frequenti
- Qual è lo scopo dei fogli isolanti di nitruro di boro (BN) nella SPS? Disaccoppiamento degli effetti di sinterizzazione termica ed elettrica
- Quale materiale isolante viene utilizzato per le alte temperature? Abbina il materiale giusto alla tua applicazione
- Qual è la necessità di utilizzare un crogiolo ceramico come supporto durante la sintesi del BN? Garantire Risultati ad Alta Purezza
- Perché il rivestimento di nitruro di boro viene utilizzato nella sinterizzazione VHP? Previene la diffusione del carbonio e garantisce un rilascio pulito dallo stampo
- Quali sono i vantaggi tecnici dell'utilizzo di aste di grafite? Aumenta la precisione nelle operazioni ad alta temperatura di 1200°C




