A livello fondamentale, la differenza risiede nel modo in cui il metallo d'apporto unisce le parti. La vera brasatura forte utilizza l'azione capillare per attirare il metallo d'apporto fuso in uno spazio molto stretto e pulito tra due componenti. Al contrario, la saldobrasatura deposita il metallo d'apporto in un cordone o raccordo sulla superficie di un giunto, in modo simile alla saldatura convenzionale, ma senza fondere i metalli di base.
La distinzione fondamentale è semplice: la brasatura forte attira il metallo d'apporto all'interno di un giunto, mentre la saldobrasatura stende il metallo d'apporto sopra un giunto. Questa singola differenza nell'applicazione determina tutto, dalla progettazione del giunto all'uso appropriato per ciascun processo.

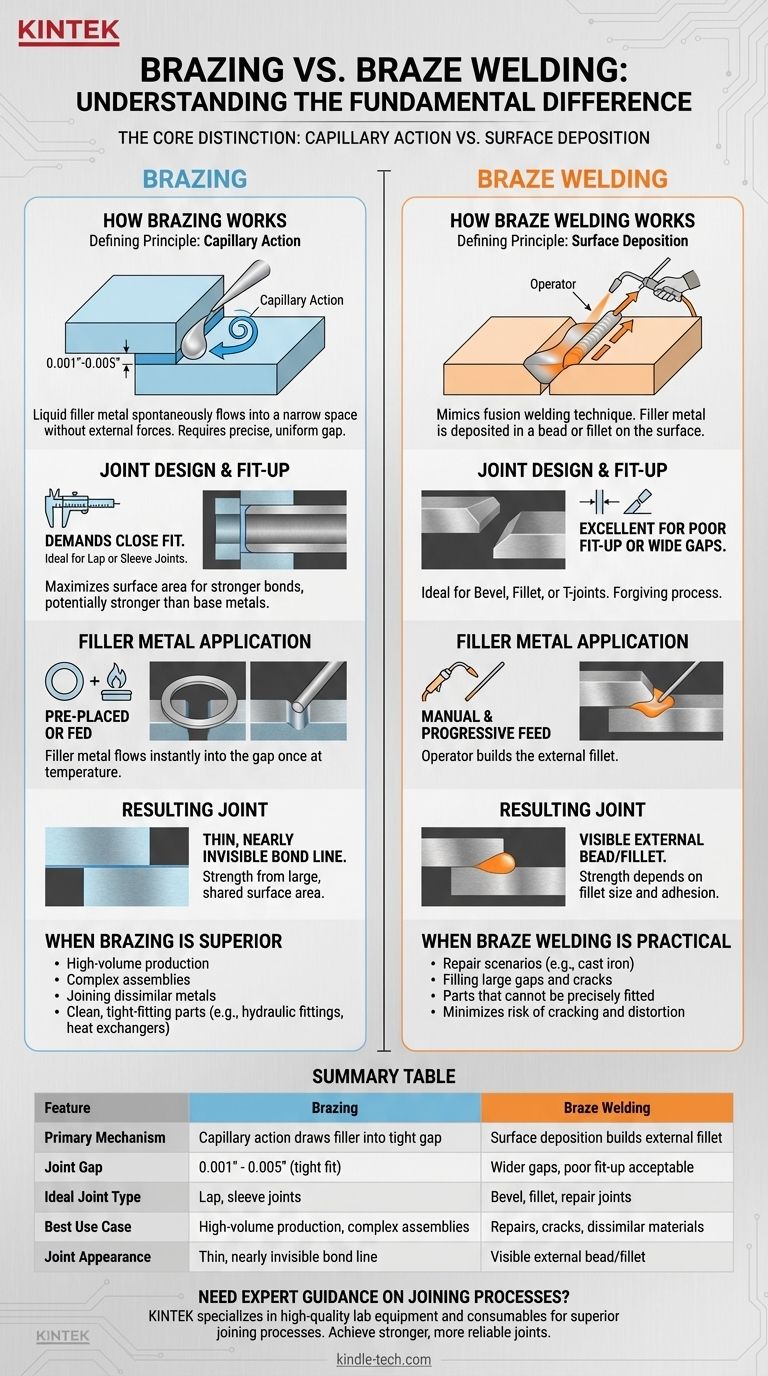
Il Principio Definitivo: Azione Capillare contro Deposizione Superficiale
Per comprendere veramente la differenza, è necessario comprendere il meccanismo fisico in gioco in ciascun processo. Sono fondamentalmente distinti nonostante entrambi utilizzino un metallo d'apporto che si fonde a una temperatura inferiore rispetto ai metalli di base.
Come Funziona la Brasatura Forte
La brasatura forte è definita dall'azione capillare. Questo è il fenomeno per cui un liquido fluisce spontaneamente in uno spazio stretto senza l'assistenza, o addirittura in opposizione, a forze esterne come la gravità.
Affinché ciò avvenga, il giunto deve essere progettato con un gioco molto specifico e uniforme, tipicamente tra 0,001" e 0,005". Il metallo d'apporto viene quindi introdotto al bordo di questo giunto, dove si fonde e viene immediatamente tirato nello spazio, creando un legame completo e ad alta resistenza su tutta la superficie.
Come Funziona la Saldobrasatura
La saldobrasatura non utilizza l'azione capillare. Invece, la tecnica imita la saldatura per fusione tradizionale (come la saldatura TIG o ossiacetilenica).
Viene utilizzata una fonte di calore per creare una pozza fusa di metallo d'apporto sulla superficie dei metalli di base. L'operatore aggiunge quindi manualmente altra bacchetta d'apporto a questa pozza per costruire un cordone o raccordo lungo la linea di giunzione. Viene utilizzata per riempire giunti a V, giunti di testa o giunti a T dove non c'è uno spazio stretto su cui l'azione capillare possa agire.
Confronto dei Processi Testa a Testa
Le differenze pratiche nella preparazione e nell'applicazione del giunto derivano direttamente dalla presenza o assenza di azione capillare.
Progettazione del Giunto e Accoppiamento
La brasatura forte richiede un giunto a stretto contatto. I giunti a sovrapposizione o a manicotto sono ideali perché massimizzano l'area superficiale su cui il metallo d'apporto può aderire, risultando in un giunto che può essere più resistente dei metalli di base stessi.
La saldobrasatura, d'altra parte, è eccellente per giunti con scarso accoppiamento o spazi ampi. Viene spesso utilizzata per giunti smussati e a raccordo, simili a quelli preparati per la saldatura ad arco.
Applicazione del Metallo d'Apporto
Nella brasatura forte, il metallo d'apporto può essere preposizionato come anello o spessore all'interno dell'assemblaggio prima del riscaldamento. In alternativa, può essere toccato sulla linea di giunzione una volta che l'assemblaggio è a temperatura, permettendogli di fluire istantaneamente nello spazio.
Nella saldobrasatura, la bacchetta d'apporto viene alimentata manualmente e progressivamente nella fonte di calore lungo la linea di giunzione per costruire il raccordo esterno.
Resistenza e Aspetto del Giunto Risultante
Un giunto brasato correttamente presenta una linea di giunzione molto sottile, quasi invisibile. La sua resistenza deriva dalla grande area superficiale condivisa delle due parti unite.
Un giunto saldobrasato presenta un cordone esterno visibile, simile nell'aspetto a un giunto saldato. La sua resistenza dipende dalla dimensione del raccordo e dalla sua adesione alle superfici dei metalli di base.
Comprendere i Compromessi
Il termine "saldobrasatura" è fonte di costante confusione. Prende il nome dalla sua tecnica di applicazione (simile alla saldatura) ma la sua fisica sottostante (nessuna fusione del metallo di base) lo rende un processo della famiglia della brasatura forte.
Quando la Brasatura Forte è la Scelta Superiore
La brasatura forte è ideale per la produzione ad alto volume, gli assemblaggi complessi e l'unione di metalli dissimili. La sua capacità di unire intere superfici in parti pulite e a stretto contatto la rende perfetta per la produzione di raccordi idraulici, scambiatori di calore e componenti aerospaziali.
Quando la Saldobrasatura è Più Pratica
La saldobrasatura eccelle negli scenari di riparazione, specialmente su materiali sensibili al calore elevato, come la ghisa. La sua capacità di riempire grandi spazi e crepe senza fondere il metallo di base riduce al minimo il rischio di crepe e distorsioni. È un processo indulgente per unire parti che non possono essere accoppiate con precisione.
Il Limite Chiave
Il limite principale di entrambi i processi rispetto alla saldatura per fusione è il servizio ad alta temperatura. Poiché i metalli d'apporto hanno punti di fusione più bassi, i giunti brasati e saldobrasati non sono adatti per applicazioni ad alta temperatura in cui potrebbero rifondersi.
Fare la Scelta Giusta per la Tua Applicazione
Il metodo migliore è determinato dalla configurazione del giunto, dal materiale e dall'obiettivo finale.
- Se la tua attenzione principale è unire parti a stretto contatto con la massima resistenza al taglio: Scegli la brasatura forte tradizionale, poiché l'azione capillare garantisce una penetrazione del giunto completa e uniforme.
- Se la tua attenzione principale è riparare una crepa o unire parti con un accoppiamento scadente: Scegli la saldobrasatura per costruire efficacemente materiale e colmare il divario.
- Se la tua attenzione principale è unire lamiera sottile su un bordo: La saldobrasatura può creare un raccordo resistente, mentre la brasatura forte richiederebbe una progettazione del giunto a sovrapposizione.
- Se la tua attenzione principale è creare una tenuta forte e a prova di perdite in tubi o raccordi per tubazioni: La brasatura forte è lo standard industriale grazie alla sua capacità di penetrare completamente un giunto a manicotto.
In definitiva, sapere se il tuo compito richiede il riempimento di uno spazio stretto o la costruzione di un raccordo esterno ti guiderà sempre al processo corretto.
Tabella Riassuntiva:
| Caratteristica | Brasatura Forte | Saldobrasatura |
|---|---|---|
| Meccanismo Principale | L'azione capillare attira l'apporto in uno spazio stretto | La deposizione superficiale costruisce un raccordo esterno |
| Gioco del Giunto | 0,001" - 0,005" (accoppiamento stretto) | Spazi più ampi, accoppiamento scadente accettabile |
| Tipo di Giunto Ideale | A sovrapposizione, a manicotto | Smussato, a raccordo, di riparazione |
| Caso d'Uso Migliore | Produzione ad alto volume, assemblaggi complessi | Riparazioni, crepe, materiali dissimili |
| Aspetto del Giunto | Linea di giunzione sottile, quasi invisibile | Cordone/raccordo esterno visibile |
Hai Bisogno di una Guida Esperta sui Processi di Unione?
Sia che tu stia lavorando con assemblaggi complessi che richiedono una brasatura forte precisa o che tu stia affrontando riparazioni impegnative con la saldobrasatura, avere l'attrezzatura e i materiali di consumo giusti è fondamentale per il successo.
KINTEK è specializzata in attrezzature da laboratorio e materiali di consumo di alta qualità che supportano processi di unione superiori. I nostri prodotti aiutano a garantire un'applicazione del calore costante, un flusso appropriato del metallo d'apporto e risultati affidabili per laboratori e impianti di produzione.
Lascia che ti aiutiamo a ottenere giunti più forti e affidabili.
Contatta oggi i nostri esperti per discutere le tue esigenze applicative specifiche e scoprire come le soluzioni KINTEK possono migliorare le tue capacità di unione.
Guida Visiva