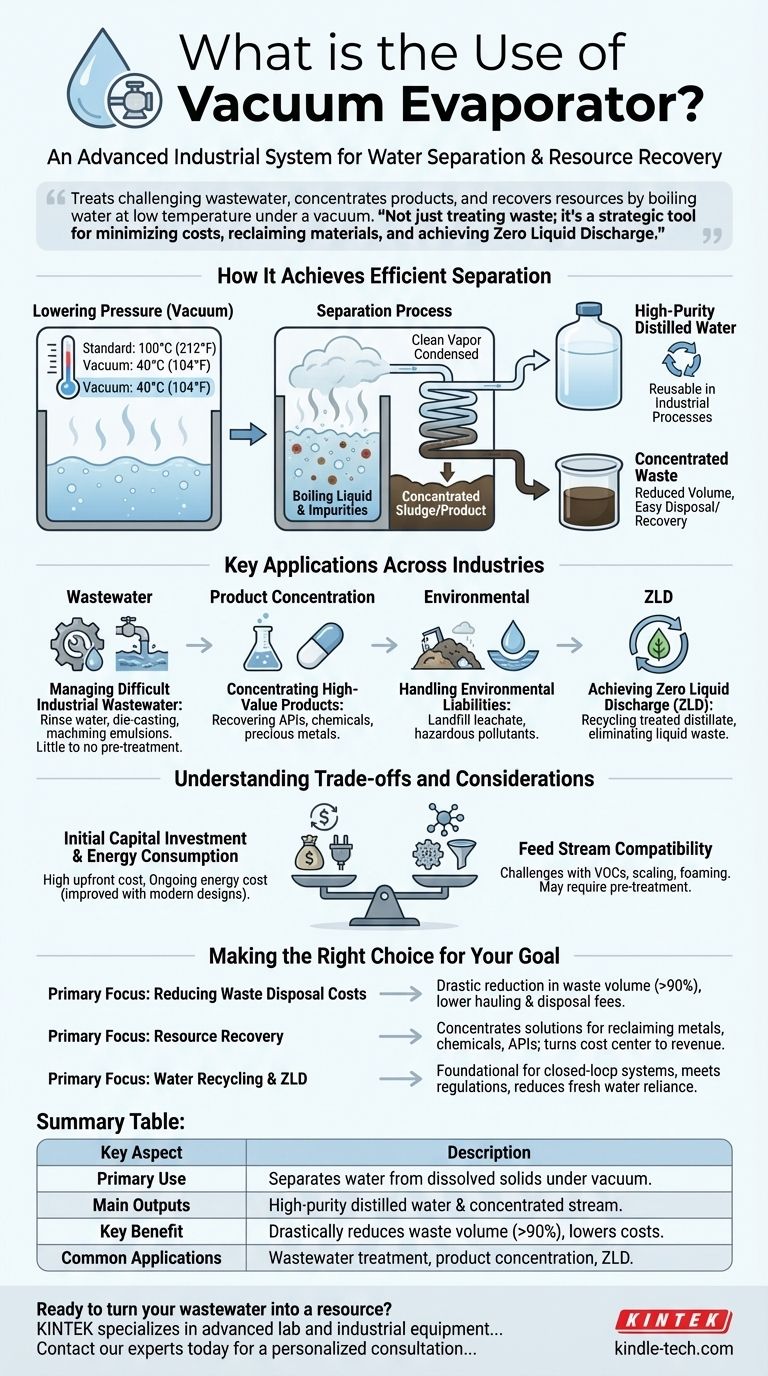
In sostanza, un evaporatore sottovuoto è un sistema industriale avanzato per separare l'acqua dai solidi disciolti e da altri contaminanti. Il suo uso principale è quello di trattare acque reflue industriali complesse, concentrare prodotti di valore e recuperare risorse facendo bollire l'acqua in modo efficiente a bassa temperatura sotto vuoto. Questo processo produce un distillato d'acqua di alta qualità e riutilizzabile e un volume significativamente ridotto di rifiuti concentrati.
Il vero valore di un evaporatore sottovuoto non è solo il trattamento dei rifiuti; è uno strumento strategico per minimizzare i costi di smaltimento, recuperare materiali preziosi e raggiungere obiettivi ambientali come lo scarico zero di liquidi (ZLD) trasformando una passività in una risorsa recuperabile.

Come si ottiene una separazione efficiente
L'efficacia di un evaporatore sottovuoto deriva da un semplice principio fisico applicato con ingegneria sofisticata. Comprendere questo processo chiarisce perché è così ampiamente adottato.
Il principio dell'abbassamento della pressione
Creando un vuoto all'interno della camera di ebollizione, il sistema abbassa drasticamente la pressione. Ciò consente all'acqua di bollire a una temperatura molto più bassa (ad esempio, 40°C / 104°F) rispetto ai 100°C (212°F) standard a pressione atmosferica.
Il processo di separazione
Questa ebollizione a bassa temperatura è altamente efficiente dal punto di vista energetico. L'acqua si trasforma in vapore, lasciando dietro di sé componenti non volatili come sali, metalli, oli e altri contaminanti. Questo vapore pulito viene quindi aspirato e condensato nuovamente in forma liquida in una camera separata.
Le due uscite
Il processo produce due uscite distinte e gestibili: acqua distillata ad alta purezza che può spesso essere riutilizzata nei processi industriali, e un piccolo volume di fanghi o prodotti altamente concentrati, che sono molto più economici da smaltire o più facili da trattare per il recupero.
Applicazioni chiave in diversi settori
La versatilità degli evaporatori sottovuoto consente loro di risolvere problemi critici in una vasta gamma di settori, gestendo flussi di rifiuti che sono spesso difficili o costosi da trattare con altri metodi.
Gestione delle acque reflue industriali difficili
Gli evaporatori sottovuoto sono ideali per il trattamento di flussi di rifiuti complessi come l'acqua di risciacquo da trattamenti superficiali, le acque reflue da pressofusione e le emulsioni di lavorazione esaurite. Essi gestiscono queste miscele difficili con poco o nessun pre-trattamento chimico.
Concentrazione di prodotti ad alto valore
Nelle industrie farmaceutiche e chimiche, questi sistemi vengono utilizzati per recuperare principi attivi farmaceutici (API) o altri componenti di valore dall'acqua di processo. In metallurgia, possono concentrare soluzioni per recuperare metalli preziosi.
Gestione delle passività ambientali
Un'applicazione primaria è il trattamento di acque altamente contaminate come il percolato di discarica. L'evaporatore isola efficacemente gli inquinanti pericolosi, producendo acqua pulita e un concentrato pericoloso gestibile e a basso volume.
Raggiungimento dello scarico zero di liquidi (ZLD)
Per le strutture che mirano a eliminare lo scarico di rifiuti liquidi, l'evaporazione sottovuoto è una tecnologia fondamentale. Consente alle aziende di creare un sistema a ciclo chiuso riciclando il distillato trattato nelle loro operazioni.
Comprendere i compromessi e le considerazioni
Sebbene potente, un evaporatore sottovuoto non è una soluzione universale. Una valutazione obiettiva richiede la comprensione dei suoi limiti per determinare se è la soluzione giusta per le vostre esigenze specifiche.
Investimento iniziale di capitale
Il costo iniziale di un sistema di evaporazione sottovuoto di alta qualità può essere significativo. Questa spesa in conto capitale deve essere ponderata rispetto ai risparmi operativi a lungo termine nello smaltimento dei rifiuti, nei costi dell'acqua e nel recupero delle risorse.
Consumo energetico
Sebbene più efficiente dell'ebollizione atmosferica, l'evaporazione è ancora un processo ad alta intensità energetica. Il costo elettrico continuo è un fattore operativo chiave, anche se i moderni design a pompa di calore li hanno resi significativamente più convenienti.
Compatibilità del flusso di alimentazione
Sebbene altamente versatili, alcuni flussi di rifiuti possono presentare sfide. I liquidi con composti organici altamente volatili (VOC) o quelli soggetti a grave incrostazione o schiumatura possono richiedere passaggi di pre-trattamento specifici o design di evaporatori più avanzati.
Fare la scelta giusta per il tuo obiettivo
La scelta di una tecnologia di trattamento delle acque reflue dipende interamente dal tuo obiettivo primario. Un evaporatore sottovuoto offre vantaggi distinti per obiettivi strategici specifici.
- Se il tuo obiettivo principale è ridurre i costi di smaltimento dei rifiuti: Il vantaggio chiave è la sua capacità di ridurre drasticamente il volume dei rifiuti liquidi (spesso di oltre il 90%), il che riduce direttamente le spese di trasporto e smaltimento.
- Se il tuo obiettivo principale è il recupero delle risorse: Un evaporatore sottovuoto eccelle nel concentrare le soluzioni per recuperare materiali preziosi come metalli, prodotti chimici o API, trasformando potenzialmente un centro di costo in una fonte di reddito.
- Se il tuo obiettivo principale è il riciclo dell'acqua e lo ZLD: Questa tecnologia è uno strumento fondamentale per creare un sistema idrico a ciclo chiuso, consentendoti di rispettare rigorose normative ambientali e ridurre la tua dipendenza dall'acqua dolce.
In definitiva, un evaporatore sottovuoto trasforma una passività delle acque reflue in una risorsa operativa gestibile e spesso preziosa.
Tabella riassuntiva:
| Aspetto chiave | Descrizione |
|---|---|
| Uso primario | Separa l'acqua dai solidi disciolti e dai contaminanti sotto vuoto. |
| Uscite principali | Acqua distillata ad alta purezza per il riutilizzo e un flusso di rifiuti/prodotti concentrati. |
| Vantaggio chiave | Riduce drasticamente il volume dei rifiuti (spesso >90%), abbassando i costi di smaltimento. |
| Applicazioni comuni | Trattamento delle acque reflue industriali, concentrazione di prodotti, percolato di discarica, sistemi ZLD. |
Pronto a trasformare le tue acque reflue in una risorsa?
KINTEK è specializzata in attrezzature da laboratorio e industriali avanzate, inclusi sistemi di evaporazione sottovuoto su misura per le tue esigenze. Che il tuo obiettivo sia ridurre drasticamente i costi di smaltimento, recuperare materiali preziosi o raggiungere lo scarico zero di liquidi, le nostre soluzioni possono aiutarti a trasformare una passività in un bene.
Contatta i nostri esperti oggi stesso per una consulenza personalizzata e scopri l'evaporatore sottovuoto giusto per il tuo laboratorio o impianto.
Guida Visiva
Prodotti correlati
- Barca di evaporazione in molibdeno, tungsteno e tantalio per applicazioni ad alta temperatura
- Barca di evaporazione speciale in molibdeno, tungsteno e tantalio
- Macchina per Stampa a Freddo Sottovuoto per la Preparazione dei Campioni
- Pompa per vuoto a circolazione d'acqua verticale per uso di laboratorio
- Pompa per vuoto a circolazione d'acqua da banco per uso di laboratorio
Domande frequenti
- Quali sono le fonti di evaporazione termica? Una guida al riscaldamento resistivo rispetto al riscaldamento a fascio di elettroni (E-Beam)
- Cosa sono le sorgenti di evaporazione termica? Tipi principali e come scegliere quella giusta
- Qual è il materiale più comunemente usato per le barchette nell'evaporazione termica? Scegliere il materiale giusto per la deposizione di elevata purezza
- Qual è la differenza tra evaporazione termica ed evaporazione a fascio elettronico? Scegli il Metodo Giusto per il Tuo Film Sottile
- Qual è la fonte di evaporazione per i film sottili? Scegliere tra i metodi termico e a fascio di elettroni



















