Nella fusione sottovuoto, non esiste una singola temperatura. Invece, il processo si basa su una serie di temperature controllate in diverse fasi per produrre una parte di alta qualità. Più comunemente, le fasi chiave di preriscaldamento dello stampo e polimerizzazione della parte avvengono in un forno impostato tra 60°C e 80°C (da 140°F a 176°F), ma questo dipende fortemente dal materiale specifico utilizzato.
L'intuizione critica è che la temperatura di fusione sottovuoto non è una singola impostazione, ma un profilo termico controllato. Il successo dipende dalla gestione di tre fasi distinte—preriscaldamento dello stampo, miscelazione della resina e polimerizzazione finale—poiché ciascuna influisce direttamente sul flusso, sui dettagli e sulle proprietà finali della tua parte.

Perché la temperatura è più di un singolo numero
Pensare alla temperatura di fusione sottovuoto come un unico valore è una comune semplificazione eccessiva. In realtà, stai gestendo un viaggio termico. Ogni fase ha uno scopo distinto che richiede un controllo preciso della temperatura per un risultato di successo.
Le tre zone di temperatura critiche
Il processo è meglio compreso suddividendolo nelle sue tre fasi termiche.
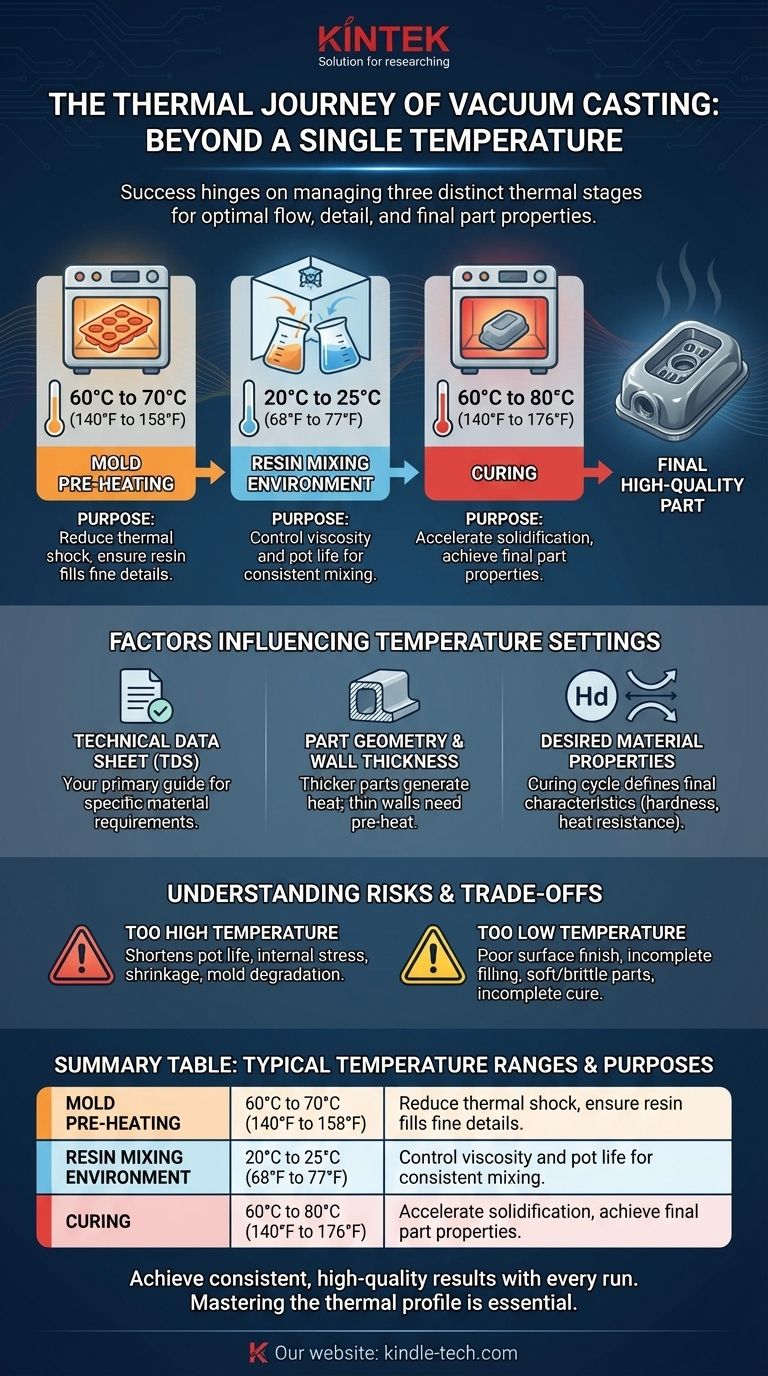
- Preriscaldamento dello stampo: Prima della fusione, lo stampo in silicone viene riscaldato in un forno. Questo viene tipicamente fatto a 60°C a 70°C. L'obiettivo primario è ridurre lo shock termico sulla resina liquida quando viene versata, assicurando che rimanga fluida abbastanza a lungo da riempire ogni intricato dettaglio della cavità dello stampo.
- Ambiente di resina e miscelazione: Le resine bicomponenti (tipicamente poliuretani) vengono miscelate a una temperatura ambiente controllata, solitamente a temperatura ambiente standard (20°C a 25°C). La coerenza qui è fondamentale, poiché la temperatura influisce significativamente sulla viscosità iniziale (spessore) del materiale e sulla pot life (il tempo di lavorazione prima che inizi a gelificare).
- Polimerizzazione: Dopo che la resina è stata versata nello stampo sottovuoto, l'intero assemblaggio viene riposto in un forno per polimerizzare. Questa temperatura di polimerizzazione, spesso tra 60°C e 80°C, accelera la reazione chimica, consentendo alla parte di solidificarsi e raggiungere le sue proprietà meccaniche finali in poche ore, non giorni.
Analogia: è come cuocere una torta
Pensa al processo come alla cottura di una torta ad alte prestazioni. Preriscaldi il forno (lo stampo) per garantire una cottura uniforme. Misceli i tuoi ingredienti (la resina) alla giusta temperatura per ottenere la consistenza perfetta della pastella. Infine, la cuoci (polimerizzi la parte) a una temperatura precisa per un tempo specifico per assicurarti che si solidifichi correttamente.
Fattori che influenzano le impostazioni di temperatura
L'intervallo 60-80°C è una linea guida generale, ma le temperature ottimali per il tuo progetto dipendono da diversi fattori critici.
La Scheda Tecnica (TDS) è la tua guida
Il documento più importante è la Scheda Tecnica (TDS) fornita dal produttore della resina. Questo documento specifica le temperature e i tempi di preriscaldamento e polimerizzazione raccomandati per quel materiale esatto. Deviare dalla TDS è un rischio.
Geometria della parte e spessore della parete
Le parti più spesse possono generare un significativo calore interno dalla reazione esotermica della polimerizzazione della resina. Ciò potrebbe richiedere una temperatura di polimerizzazione leggermente inferiore per prevenire stress interni o deformazioni. Al contrario, le parti con pareti molto sottili beneficiano di uno stampo adeguatamente preriscaldato per garantire che la resina fluisca in ogni caratteristica prima che inizi ad addensarsi.
Proprietà del materiale desiderate
Il ciclo di polimerizzazione—sia la temperatura che la durata—influenza direttamente le proprietà finali della parte. Se è necessario massimizzare la durezza, la resistenza al calore o la flessibilità, l'adesione rigorosa al profilo di polimerizzazione raccomandato dal produttore è non negoziabile.
Comprendere i compromessi e i rischi
La scelta della temperatura sbagliata in qualsiasi fase introduce un rischio significativo e può facilmente portare a una parte difettosa.
Il rischio di una temperatura troppo alta
Riscaldare lo stampo o polimerizzare la parte a una temperatura troppo alta può causare una serie di problemi. Accorcia drasticamente la pot life della resina, causando potenzialmente la sua gelificazione prima che abbia riempito lo stampo. Può anche portare a stress interni, restringimento e degrado prematuro dello stampo in silicone stesso.
Il rischio di una temperatura troppo bassa
L'uso di temperature troppo basse è ugualmente problematico. Uno stampo insufficientemente riscaldato farà raffreddare e addensare la resina al contatto, con conseguente scarsa finitura superficiale e riempimento incompleto dei dettagli fini. Una temperatura di polimerizzazione insufficiente porterà a una polimerizzazione incompleta, lasciando la parte morbida, debole o fragile e senza le proprietà elencate nella sua scheda tecnica.
Il pericolo nascosto: l'incoerenza
Forse il rischio maggiore è l'incoerenza. Un processo termico stabile e ripetibile è la base per una fusione sottovuoto di alta qualità. Le fluttuazioni della temperatura ambiente o delle impostazioni del forno porteranno a risultati imprevedibili da una parte all'altra.
Come determinare le temperature giuste per il tuo progetto
Usa la scheda tecnica del materiale come punto di partenza e regola in base al tuo obiettivo specifico.
- Se il tuo obiettivo principale è catturare dettagli fini: Dai priorità a un accurato preriscaldamento dello stampo (ad esempio, 65-70°C) per garantire la più bassa viscosità possibile della resina durante la colata.
- Se il tuo obiettivo principale è ottenere proprietà meccaniche specifiche: Aderisci rigorosamente alla temperatura e alla durata di polimerizzazione specificate nella Scheda Tecnica del materiale.
- Se il tuo obiettivo principale è la velocità di prototipazione rapida: Potresti utilizzare l'estremità superiore dell'intervallo di polimerizzazione raccomandato per accelerare il processo, ma sii consapevole dei potenziali compromessi in termini di stress interno.
In definitiva, padroneggiare il controllo della temperatura trasforma la fusione sottovuoto da un'arte variabile in una scienza ripetibile.
Tabella riassuntiva:
| Fase | Intervallo di temperatura tipico | Scopo chiave |
|---|---|---|
| Preriscaldamento dello stampo | Da 60°C a 70°C (da 140°F a 158°F) | Riduce lo shock termico, assicura che la resina riempia i dettagli fini |
| Miscelazione della resina | Da 20°C a 25°C (da 68°F a 77°F) | Controlla la viscosità e la pot life per una miscelazione consistente |
| Polimerizzazione | Da 60°C a 80°C (da 140°F a 176°F) | Accelera la solidificazione, raggiunge le proprietà finali della parte |
Ottieni risultati costanti e di alta qualità con ogni ciclo di fusione sottovuoto.
Padroneggiare il profilo termico è essenziale per produrre parti con dettagli fini e proprietà meccaniche precise. KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio che supportano questa precisione, da forni affidabili per un riscaldamento e una polimerizzazione costanti a materiali adatti alle tue specifiche esigenze di prototipazione o produzione.
Lasciaci aiutarti a perfezionare il tuo processo. Contatta i nostri esperti oggi stesso per discutere le tue esigenze di fusione sottovuoto e scoprire come le nostre soluzioni possono migliorare l'efficienza e la produzione del tuo laboratorio.
Guida Visiva