In termini semplici, il rapporto di compressione di una filiera per pellettatrice è il rapporto tra la lunghezza effettiva del foro della filiera e il suo diametro. Questo singolo parametro è uno dei fattori più critici nel determinare la qualità finale, la densità e la durabilità dei pellet prodotti. Esso determina quanta pressione e attrito la materia prima subisce mentre viene forzata attraverso la filiera.
Il rapporto di compressione non è una proprietà fissa della pellettatrice stessa, ma piuttosto una specifica di progettazione chiave della filiera. Il rapporto ideale deve essere attentamente selezionato in base alle caratteristiche specifiche della materia prima in lavorazione per ottenere una qualità ottimale del pellet e un'efficienza di produzione.

Comprendere il Concetto Fondamentale
Una filiera per pellettatrice è più di un semplice pezzo di metallo con dei fori; è uno strumento di precisione progettato per applicare un'immensa pressione. Il rapporto di compressione è il linguaggio primario utilizzato per definire come viene applicata tale pressione.
La Formula Definitiva (Rapporto L/D)
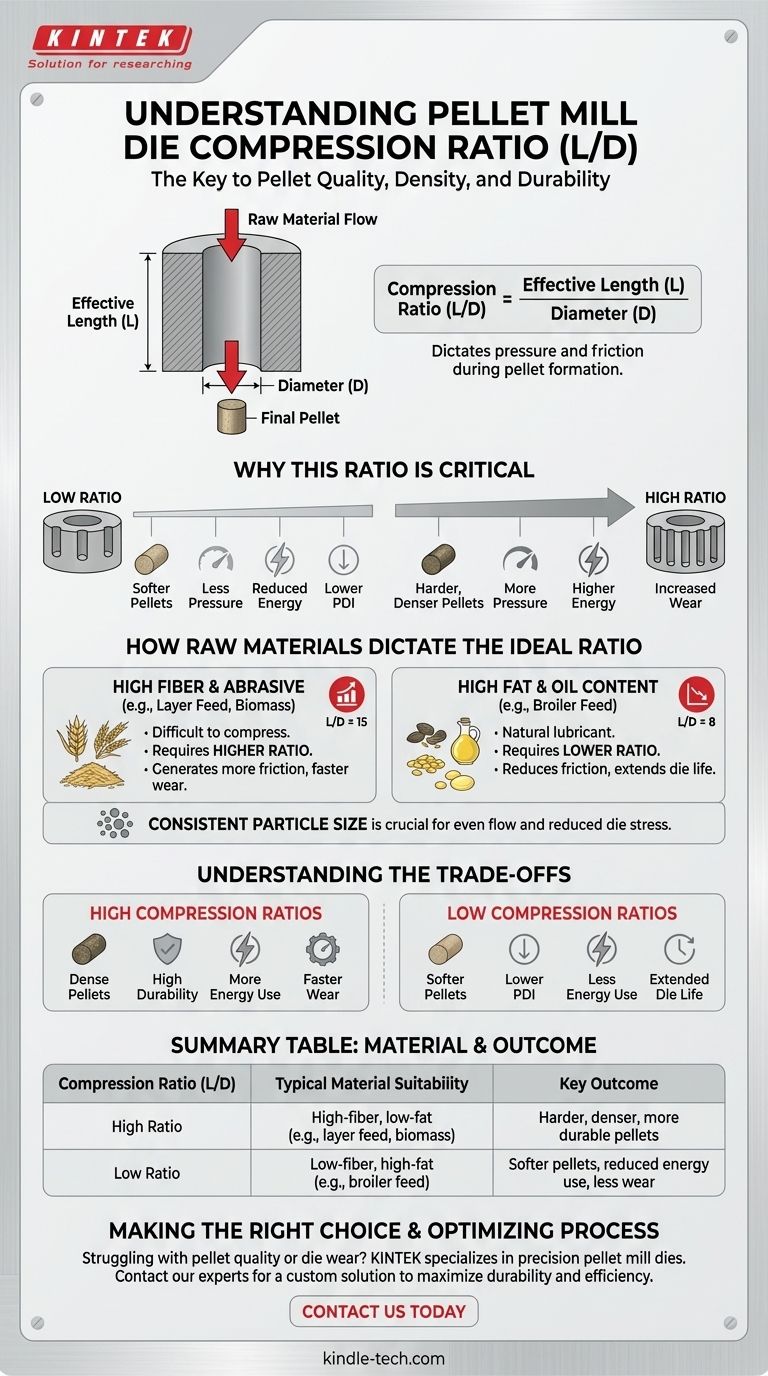
Il rapporto di compressione è spesso indicato come il rapporto L/D.
Viene calcolato dividendo la lunghezza effettiva (L) del foro della filiera per il diametro (D) del foro. La "lunghezza effettiva" è la porzione del foro dove avvengono la compressione primaria e la formazione del pellet.
Perché Questo Rapporto è Critico
Il rapporto L/D controlla direttamente il processo di pellettatura. Un rapporto più elevato significa che il materiale trascorre più tempo sotto maggiore pressione e attrito all'interno del foro della filiera. Ciò si traduce tipicamente in un pellet più duro, più denso e più durevole.
Al contrario, un rapporto più basso significa meno tempo sotto compressione, il che è più facile per la macchina ma può produrre pellet più morbidi che sono più inclini a rompersi.
Come le Materie Prime Dettano il Rapporto Ideale
Non esiste un unico rapporto di compressione "migliore". La scelta corretta dipende interamente dalla formulazione del mangime in lavorazione, poiché ingredienti diversi si comportano in modo diverso sotto pressione.
L'Impatto della Fibra e dell'Abrasività
Materiali con un alto contenuto di fibre, come il mangime per galline ovaiole, sono naturalmente difficili da comprimere e legare insieme. Richiedono un rapporto di compressione più elevato per generare il calore e la pressione necessari per formare un pellet durevole.
Questi materiali abrasivi creano un maggiore carico di attrito, il che porta anche a un'usura più rapida e a una vita operativa più breve della filiera.
Il Ruolo dei Grassi e degli Oli
Mangimi con un contenuto più elevato di grassi o oli, come molte formulazioni per polli da carne, si comportano in modo molto diverso. L'olio agisce come un lubrificante naturale, riducendo l'attrito mentre il materiale passa attraverso la filiera.
A causa di questa lubrificazione, un rapporto di compressione inferiore è spesso sufficiente. L'uso di un rapporto troppo elevato può effettivamente ostacolare la produzione, poiché il materiale potrebbe scivolare via troppo facilmente senza un'adeguata compattazione.
L'Importanza di una Dimensione delle Particelle Consistente
Le caratteristiche fisiche del pastone prima che entri nella filiera sono cruciali. Un pastone con una dimensione delle particelle consistente e appropriata consente un flusso uniforme e una compressione omogenea.
Particelle irregolari o sovradimensionate creano uno stress inutile sulla filiera e si traducono in una qualità inconsistente del pellet. Una filiera che lavora un pastone di dimensioni consistenti avrà sempre una vita utile più lunga e prevedibile.
Comprendere i Compromessi
La selezione di un rapporto di compressione implica il bilanciamento della qualità del pellet con l'efficienza di produzione e la longevità delle attrezzature.
Rapporti di Compressione Elevati: Vantaggi e Svantaggi
Un rapporto L/D elevato è eccellente per creare pellet molto densi e durevoli da materiali difficili. Tuttavia, richiede più energia, aumenta la temperatura operativa e accelera l'usura sia della filiera che dei gusci dei rulli.
Rapporti di Compressione Bassi: Vantaggi e Svantaggi
Un rapporto L/D basso riduce il consumo energetico e lo stress meccanico, prolungando la vita delle vostre attrezzature. Il rischio è produrre pellet troppo morbidi o con un basso indice di durabilità del pellet (PDI), portando a eccessive polveri o scarti.
Fattori Oltre il Rapporto
Sebbene il rapporto di compressione sia critico, le prestazioni complessive dipendono anche da altri fattori. Una corretta manutenzione della macchina, una supervisione qualificata dell'operatore e un condizionamento costante (gestione dell'umidità e della temperatura) del pastone in ingresso sono essenziali per ottenere risultati di qualità e massimizzare la vita della filiera.
Fare la Scelta Giusta per il Tuo Obiettivo
L'obiettivo è abbinare il rapporto di compressione della filiera alle esigenze specifiche della tua formulazione di mangime.
- Se il tuo obiettivo principale sono materiali ad alto contenuto di fibre e basso contenuto di grassi (es. mangime per ovaiole, biomassa): Probabilmente avrai bisogno di una filiera con un rapporto di compressione più elevato per garantire una compattazione e una durabilità sufficienti.
- Se il tuo obiettivo principale sono materiali a basso contenuto di fibre e alto contenuto di grassi (es. mangime per polli da carne): Una filiera con un rapporto di compressione inferiore è generalmente più efficace, sfruttando la lubrificazione naturale degli ingredienti.
- Se il tuo obiettivo principale è prolungare la vita della filiera: Assicurati che il tuo pastone abbia una dimensione delle particelle consistente e che gli operatori eseguano una manutenzione e una pulizia regolari, poiché questi fattori hanno un impatto significativo sull'usura.
In definitiva, la selezione del rapporto di compressione corretto è la chiave per trasformare le materie prime in un prodotto finale durevole e di alta qualità.
Tabella riassuntiva:
| Rapporto di Compressione (L/D) | Idoneità Tipica del Materiale | Risultato Chiave |
|---|---|---|
| Rapporto Elevato | Alto contenuto di fibre, basso contenuto di grassi (es. mangime per ovaiole, biomassa) | Pellet più duri, più densi, più durevoli |
| Rapporto Basso | Basso contenuto di fibre, alto contenuto di grassi (es. mangime per polli da carne) | Pellet più morbidi, consumo energetico ridotto, minore usura |
Hai problemi con la qualità del pellet o l'usura della filiera? Il rapporto di compressione corretto è fondamentale per la tua specifica formulazione di mangime. KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, comprese filiere di precisione per pellettatrici progettate per massimizzare la durabilità del tuo pellet e l'efficienza di produzione. I nostri esperti possono aiutarti a selezionare la filiera perfetta per i tuoi materiali. Contattaci oggi stesso per ottimizzare il tuo processo di pellettatura e ottenere risultati superiori!
Ottieni una Soluzione Personalizzata e Contatta i Nostri Esperti
Guida Visiva
Prodotti correlati
- Pressa per pastiglie di polvere per anello in plastica per laboratorio XRF & KBR per FTIR
- Pressa da banco per anelli in acciaio XRF & KBR per pellet di polvere per FTIR
- Pressa ad Anello per Applicazioni di Laboratorio
Domande frequenti
- Come vengono preparati i campioni per l'analisi XRF? Ottenere risultati accurati e affidabili
- Cos'è il metodo della pastiglia di polvere pressata? Una guida per una preparazione accurata dei campioni FTIR
- In che modo la scelta di uno stampo a pressione influisce sulle prestazioni delle batterie a stato solido? Guida esperta alla pellettizzazione
- Perché si utilizza una pressa per pastiglie da laboratorio prima della pirolisi? Ottimizza il trasferimento di calore e la consistenza nella sintesi del carbonio poroso
- Qual è lo scopo dell'utilizzo di uno stampo per la pressatura di pellet nella preparazione di campioni di prova per catalizzatori? Garantire la coerenza dei dati


