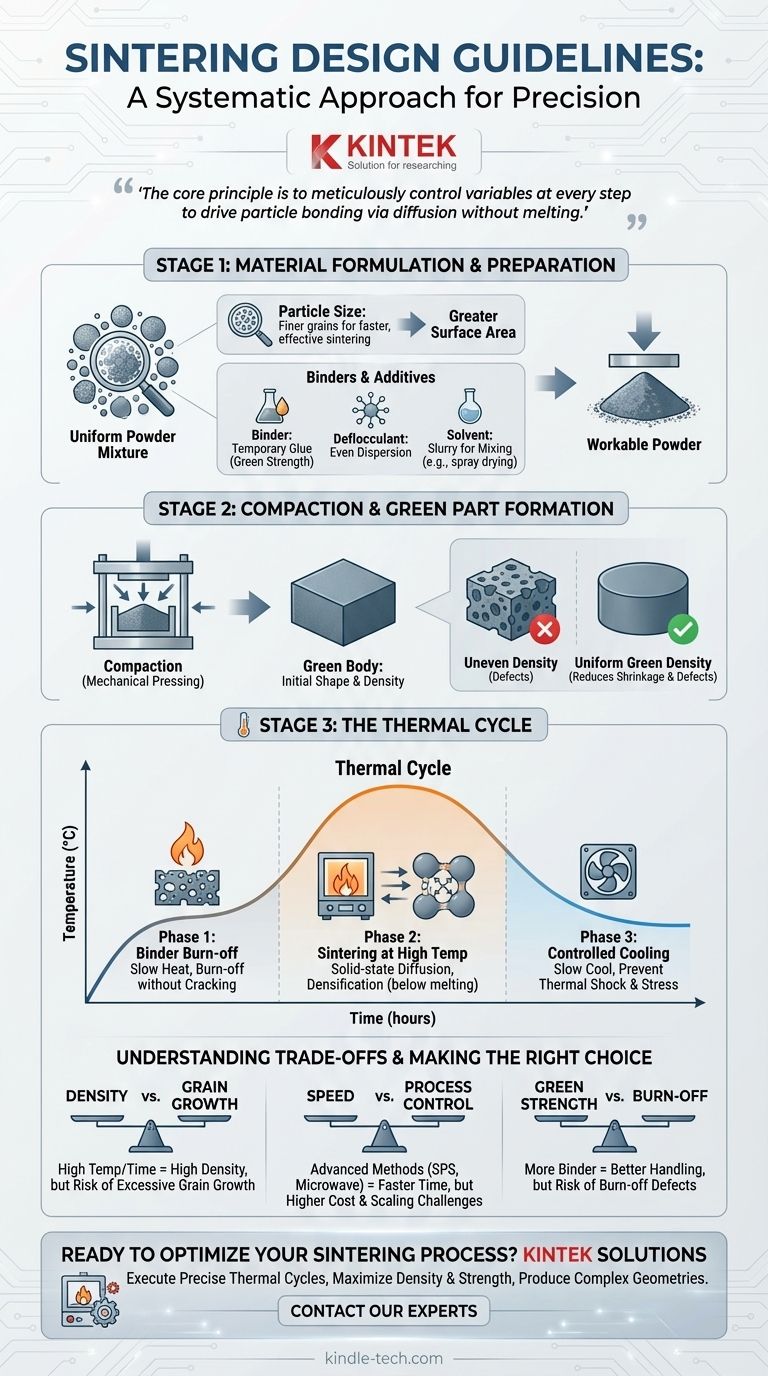
Una progettazione efficace della sinterizzazione non è una singola lista di controllo, ma un approccio sistematico che si concentra su tre fasi critiche: la formulazione delle materie prime, la formazione del pezzo iniziale e l'esecuzione di un ciclo termico preciso. Ogni fase comporta decisioni chiave che influenzano direttamente la densità, la resistenza e l'integrità strutturale del prodotto finale.
Il principio fondamentale della progettazione della sinterizzazione è controllare meticolosamente le variabili in ogni fase, dalle caratteristiche iniziali della polvere alla velocità di raffreddamento finale, per guidare il legame tra le particelle attraverso la diffusione senza fondere il materiale.

Fase 1: Formulazione e Preparazione del Materiale
La base di qualsiasi componente sinterizzato è la polvere da cui è costituito. Le scelte fatte qui determinano il comportamento del materiale durante l'intero processo.
Selezione della Polvere di Base
La caratteristica principale per la progettazione è la dimensione delle particelle. Le dimensioni dei grani più fini generalmente promuovono una sinterizzazione più rapida ed efficace perché forniscono una maggiore area superficiale, che è la forza trainante per la diffusione che lega le particelle.
Incorporazione di Leganti e Additivi
La polvere pura spesso non mantiene bene la sua forma. Per creare una miscela lavorabile, vengono tipicamente aggiunti diversi componenti:
- Legante (Binder): Agisce come una colla temporanea per fornire resistenza al pezzo nel suo stato pre-sinterizzato ("verde").
- Deflocculante: Aiuta ad assicurare che le particelle di polvere siano uniformemente disperse all'interno della miscela, prevenendo grumi.
- Solvente (es. acqua): Crea una sospensione che può essere facilmente miscelata e lavorata, spesso attraverso metodi come l'essiccazione a spruzzo per creare una polvere uniforme e scorrevole pronta per la pressatura.
Fase 2: Compattazione e Formazione del Pezzo Verde
Questa fase conferisce al componente la sua forma e densità iniziali. L'obiettivo è disporre le particelle di polvere il più vicino possibile prima di applicare calore.
Lo Scopo della Compattazione
La compattazione, tipicamente eseguita tramite pressatura meccanica in uno stampo, crea il "corpo verde". L'obiettivo principale è aumentare il contatto particella-particella ed eliminare i grandi vuoti.
Raggiungere una Densità Verde Uniforme
Una densità verde più elevata e uniforme è un obiettivo di progettazione critico. Riduce la quantità di ritiro richiesta durante la sinterizzazione, minimizza il tempo di lavorazione e aiuta a prevenire difetti come deformazioni o crepe nel pezzo finale.
Fase 3: Il Ciclo Termico (Sinterizzazione)
Questo è il cuore del processo, dove il corpo verde si trasforma in una struttura solida e coesa. Il ciclo termico deve essere progettato con fasi distinte.
Fase 1: Eliminazione del Legante (Burn-off)
Prima che inizi la sinterizzazione principale, il pezzo viene riscaldato lentamente a bassa temperatura. Questa fase cruciale è progettata per bruciare il legante e altri additivi senza creare difetti interni. Rimuovere il legante troppo rapidamente può causare la rottura del pezzo.
Fase 2: Sinterizzazione ad Alta Temperatura
La temperatura viene innalzata a un punto inferiore al punto di fusione del materiale. A questa temperatura, si verifica la diffusione allo stato solido attivata termicamente. Gli atomi si muovono attraverso i confini tra le particelle, formando "colli" che crescono e fondono le particelle insieme, densificando il pezzo.
Fase 3: Raffreddamento Controllato
La fase finale è il raffreddamento del componente fino alla temperatura ambiente. La velocità di raffreddamento deve essere controllata attentamente per prevenire shock termico e l'introduzione di stress interni, che potrebbero compromettere le proprietà meccaniche del pezzo.
Comprendere i Compromessi
Una progettazione efficace richiede il bilanciamento di fattori in competizione. Non esiste un unico metodo "migliore", ma solo quello più appropriato per una data applicazione.
Densità vs. Crescita del Grano
Ottenere la massima densità spesso richiede temperature più elevate o tempi di sinterizzazione più lunghi. Tuttavia, queste stesse condizioni possono causare un'eccessiva crescita del grano, dove i grani più piccoli si fondono in grani più grandi, il che a volte può influire negativamente sulle proprietà del materiale come la tenacità.
Velocità vs. Controllo del Processo
Metodi avanzati come la Sinterizzazione a Plasma Scintillante (SPS) o la Sinterizzazione a Microonde possono ridurre drasticamente i tempi di lavorazione rispetto al riscaldamento convenzionale in forno. Il compromesso è spesso nel costo dell'attrezzatura e nella capacità di scalare per pezzi molto grandi o complessi.
Resistenza Verde vs. Eliminazione del Legante
L'utilizzo di una percentuale maggiore di legante può rendere il pezzo verde più robusto e facile da maneggiare. Tuttavia, ciò aumenta la quantità di materiale che deve essere bruciata, aumentando il rischio di difetti se la fase di eliminazione del legante non è progettata ed eseguita perfettamente.
Fare la Scelta Giusta per il Tuo Obiettivo
Le tue specifiche decisioni di progettazione dovrebbero essere guidate dall'obiettivo primario del tuo componente.
- Se la tua attenzione principale è la massima densità e resistenza: Dai priorità all'utilizzo di una polvere a grana fine e ottimizza la pressione di compattazione per ottenere la più alta densità verde possibile prima del riscaldamento.
- Se la tua attenzione principale è la produzione di geometrie complesse: Presta molta attenzione alla selezione del legante e progetta un ciclo di eliminazione del legante lento e controllato per prevenire crepe e distorsioni.
- Se la tua attenzione principale è l'efficienza del processo e il costo: Concentrati sull'aumento della densità verde per ridurre il tempo e la temperatura di sinterizzazione necessari, che sono i principali motori del consumo energetico.
Comprendendo queste fasi come una serie di scelte di progettazione interconnesse, si ottiene un controllo preciso sulle proprietà finali del componente sinterizzato.
Tabella Riassuntiva:
| Fase di Progettazione della Sinterizzazione | Focus Principale della Progettazione | Obiettivo Primario |
|---|---|---|
| Fase 1: Formulazione del Materiale | Dimensione delle particelle, selezione di leganti/additivi | Creare una miscela di polvere uniforme e lavorabile |
| Fase 2: Compattazione | Applicazione della pressione, uniformità della densità verde | Ottenere un contatto particella-particella elevato e uniforme nel "corpo verde" |
| Fase 3: Ciclo Termico | Controllo preciso della temperatura durante l'eliminazione del legante, la sinterizzazione e il raffreddamento | Guidare il legame tra le particelle tramite diffusione per la densità e la resistenza finali |
Pronto a Ottimizzare il Tuo Processo di Sinterizzazione?
Ottenere il perfetto equilibrio tra densità, resistenza e geometria per i tuoi componenti sinterizzati richiede un controllo preciso e le attrezzature giuste. KINTEK è specializzata in forni da laboratorio avanzati e materiali di consumo progettati per le esigenze rigorose della sinterizzazione.
Forniamo gli strumenti e l'esperienza per aiutarti a:
- Eseguire cicli termici precisi per un'ottimale eliminazione del legante e diffusione delle particelle.
- Massimizzare la densità e la resistenza con attrezzature che garantiscono un riscaldamento uniforme.
- Produrre geometrie complesse in modo affidabile controllando ogni fase del processo.
Discutiamo le tue sfide di sinterizzazione. Contatta oggi i nostri esperti per trovare la soluzione perfetta per le esigenze del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Fornace per Trattamento Termico Sottovuoto e Sinterizzazione con Pressione d'Aria di 9 MPa
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
- Fornace per sinterizzazione di fili di molibdeno a trattamento termico sottovuoto per sinterizzazione sottovuoto
- Forni per trattamento termico sottovuoto e sinterizzazione a pressione per applicazioni ad alta temperatura
- Fornace per Sinterizzazione a Plasma di Scintilla Fornace SPS
Domande frequenti
- Qual è l'effetto della pressione durante la sinterizzazione? Ottenere una densità maggiore e microstrutture più fini più velocemente
- Qual è lo scopo della sinterizzazione? Creare parti resistenti e complesse senza fusione
- Perché i corpi verdi prodotti tramite binder jetting devono essere trattati in un forno di sinterizzazione sottovuoto?
- Cos'è un forno per sinterizzazione sottovuoto? Sbloccare purezza e prestazioni nei materiali avanzati
- Come influisce l'ambiente sottovuoto sulla sinterizzazione dei compositi diamante-rame? Protezione contro i danni termici



















