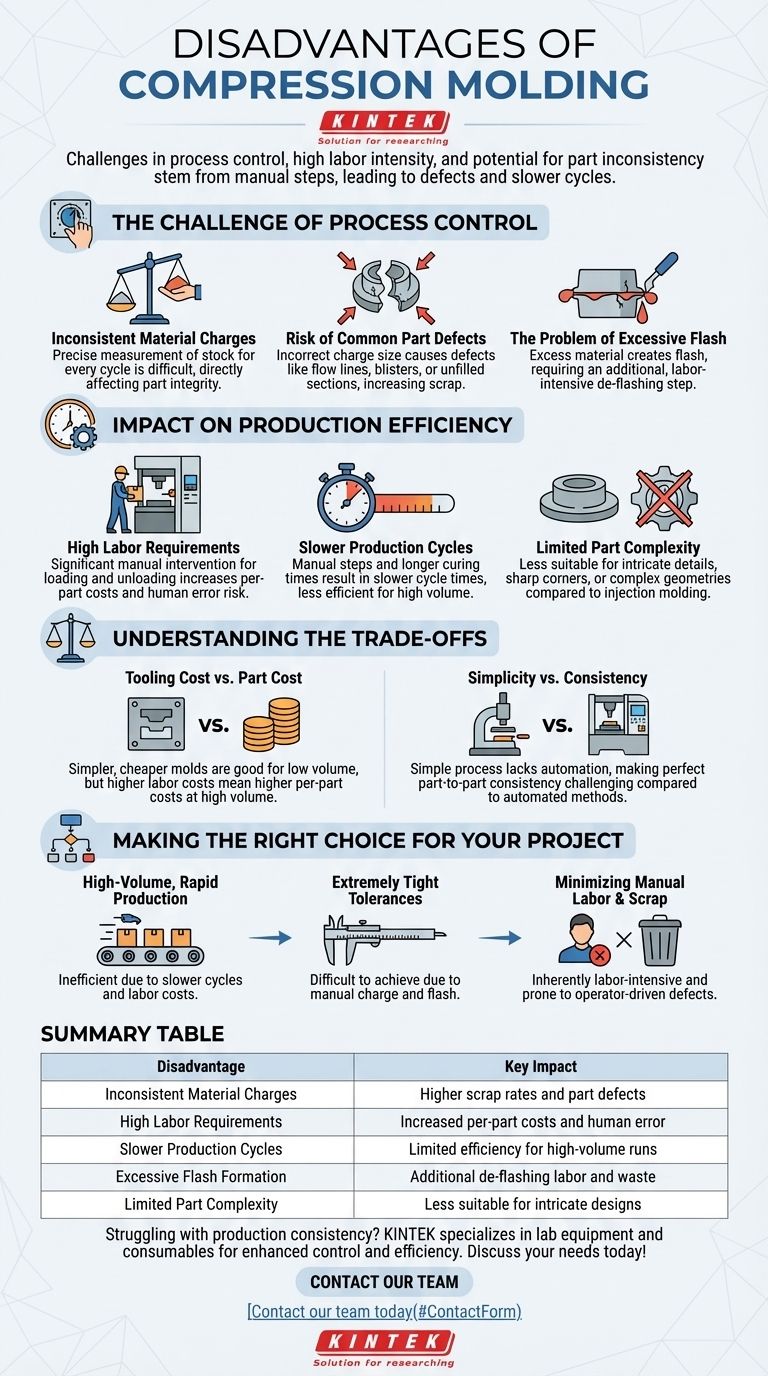
I principali svantaggi dello stampaggio a compressione sono le sue sfide con il controllo del processo, la maggiore intensità di manodopera e il potenziale di incoerenza dei pezzi. Questi fattori derivano dai passaggi manuali richiesti per caricare la carica di materiale e scaricare i pezzi finiti, il che può portare a difetti e cicli di produzione più lenti rispetto a metodi più automatizzati.
Sebbene spesso scelto per i suoi costi iniziali di attrezzaggio inferiori, i principali svantaggi dello stampaggio a compressione risiedono nella sua natura manuale. Ciò introduce una variabilità che può influire sulla qualità dei pezzi, aumentare i costi di manodopera e limitare la velocità di produzione, rendendolo meno adatto per applicazioni ad alto volume o alta precisione.

La sfida del controllo del processo
La qualità di un pezzo stampato a compressione dipende fortemente dalla precisione della configurazione iniziale. A differenza dei processi automatizzati, ciò si basa pesantemente sull'abilità e sulla coerenza dell'operatore.
Cariche di materiale incoerenti
Il successo inizia con la "carica", la quantità pre-misurata di materiale di stampaggio posizionata nella cavità dello stampo. Tagliare o pesare accuratamente questo materiale per ogni singolo ciclo è una sfida significativa.
Questo passaggio è fondamentale perché il volume della carica determina direttamente l'integrità del pezzo finale.
Rischio di difetti comuni dei pezzi
Se la carica di materiale è troppo piccola o posizionata in modo errato, può causare difetti significativi. Questi includono linee di flusso, bolle superficiali o sezioni del pezzo completamente non riempite.
Tali difetti spesso portano a un tasso di scarto più elevato, aumentando lo spreco di materiale e il costo complessivo di produzione.
Il problema della bava eccessiva
Al contrario, l'utilizzo di troppo materiale crea i propri problemi. La gomma o la plastica in eccesso viene spremuta tra le due metà dello stampo, formando una sottile e indesiderata flangia nota come bava.
La bava pesante è spesso difficile da rimuovere in modo pulito e aggiunge un passaggio extra, ad alta intensità di manodopera, di sbavatura al processo di produzione.
L'impatto sull'efficienza produttiva
Gli aspetti manuali dello stampaggio a compressione influenzano direttamente la sua velocità e la sua economicità, soprattutto all'aumentare del volume di produzione.
Elevati requisiti di manodopera
Il processo richiede un significativo intervento manuale. Un operatore deve caricare la carica di materiale per ogni ciclo e rimuovere manualmente il pezzo finito dopo la polimerizzazione.
Questa dipendenza dalla manodopera manuale rende i costi per pezzo più elevati rispetto ai processi automatizzati e introduce il potenziale di errore umano.
Cicli di produzione più lenti
La combinazione di carico e scarico manuale, e spesso tempi di polimerizzazione più lunghi sotto calore e pressione, si traduce in tempi di ciclo più lenti.
Ciò rende lo stampaggio a compressione meno efficiente per le produzioni ad alto volume dove la velocità è un fattore critico.
Limitazioni nella complessità dei pezzi
Sebbene eccellente per molti design, lo stampaggio a compressione è generalmente meno adatto per la produzione di pezzi con dettagli altamente intricati, angoli acuti o geometrie complesse.
Processi come lo stampaggio a iniezione offrono maggiore libertà di progettazione per la creazione di componenti più complessi e precisi.
Comprendere i compromessi
La scelta dello stampaggio a compressione comporta un chiaro compromesso tra l'investimento in attrezzature e i costi di produzione per pezzo.
Costo dell'attrezzatura vs. costo del pezzo
Gli stampi a compressione sono tipicamente più semplici e meno costosi da fabbricare rispetto ai complessi stampi a iniezione. Ciò rende il processo attraente per la prototipazione e la produzione a basso-medio volume.
Tuttavia, i maggiori requisiti di manodopera e i cicli più lenti significano che il costo per pezzo può essere maggiore, specialmente a volumi più elevati.
Semplicità vs. coerenza
La semplicità intrinseca del processo è uno dei suoi punti di forza. Tuttavia, questa stessa semplicità è legata a una mancanza di automazione, che crea sfide nel raggiungere una perfetta coerenza da pezzo a pezzo.
I processi automatizzati offrono un controllo più rigoroso sulle variabili, portando a un output più ripetibile e prevedibile.
Fare la scelta giusta per il tuo progetto
Valutare questi svantaggi rispetto agli obiettivi specifici del tuo progetto è la chiave per selezionare il metodo di produzione giusto.
- Se il tuo obiettivo principale è la produzione rapida e ad alto volume: i tempi di ciclo più lenti e gli alti costi di manodopera dello stampaggio a compressione lo rendono una scelta inefficiente.
- Se il tuo obiettivo principale è ottenere tolleranze estremamente strette: il processo di carica manuale e il potenziale di bava possono rendere difficili risultati coerenti e di alta precisione.
- Se il tuo obiettivo principale è ridurre al minimo la manodopera manuale e i tassi di scarto: il processo è intrinsecamente ad alta intensità di manodopera e più soggetto a difetti causati dall'operatore.
In definitiva, comprendere queste limitazioni è essenziale per sfruttare lo stampaggio a compressione per le applicazioni in cui eccelle veramente.
Tabella riassuntiva:
| Svantaggio | Impatto chiave |
|---|---|
| Cariche di materiale incoerenti | Tassi di scarto più elevati e difetti dei pezzi |
| Elevati requisiti di manodopera | Aumento dei costi per pezzo ed errore umano |
| Cicli di produzione più lenti | Efficienza limitata per produzioni ad alto volume |
| Eccessiva formazione di bava | Manodopera aggiuntiva per la sbavatura e spreco |
| Complessità limitata dei pezzi | Meno adatto per design intricati |
Hai difficoltà con la coerenza della produzione? KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, fornendo soluzioni che migliorano il controllo del processo e l'efficienza. Che tu stia affinando il tuo processo di stampaggio a compressione o esplorando alternative, la nostra esperienza può aiutarti a raggiungere una qualità superiore e costi inferiori. Contatta il nostro team oggi per discutere le tue specifiche esigenze di laboratorio!
Guida Visiva
Prodotti correlati
- Stampo per pressa a sfere per laboratorio
- Piccola macchina per lo stampaggio a iniezione per uso di laboratorio
- Stampo a pressa bidirezionale rotondo per laboratorio
- Stampo a pressa anti-crepa per uso di laboratorio
- Pressa ad Anello per Applicazioni di Laboratorio
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di una pressa idraulica da laboratorio per la pressatura a caldo? Raggiungere la massima densità dei nanocompositi
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Perché una pressa idraulica a caldo da laboratorio è essenziale per il carburo di silicio ad alta densità e privo di additivi? Sblocca il SiC puro.
- Qual è la funzione di una pressa idraulica a caldo da laboratorio nell'assemblaggio di celle fotoelettrochimiche a stato solido?
- Qual è lo scopo dei dispositivi di pressione specializzati nelle batterie allo stato solido a solfuro? Garantire la stabilità chimico-meccanica


















