
Stai fissando il rapporto e la sensazione è fin troppo familiare: un altro componente metallico critico ha fallito il controllo qualità. In apparenza, sembra perfetto. Ma in profondità, l'analisi microscopica rivela le minuscole fratture e le incongruenze che lo rendono inutilizzabile. La tempistica del progetto sta slittando, il costo della lega speciale sprecata si accumula e la pressione aumenta. Hai provato di tutto: un martello più grande, una pressa più veloce, una regolazione del trattamento termico, ma i risultati sono ancora una lotteria.
Se questo scenario ti sembra dolorosamente reale, non sei solo.
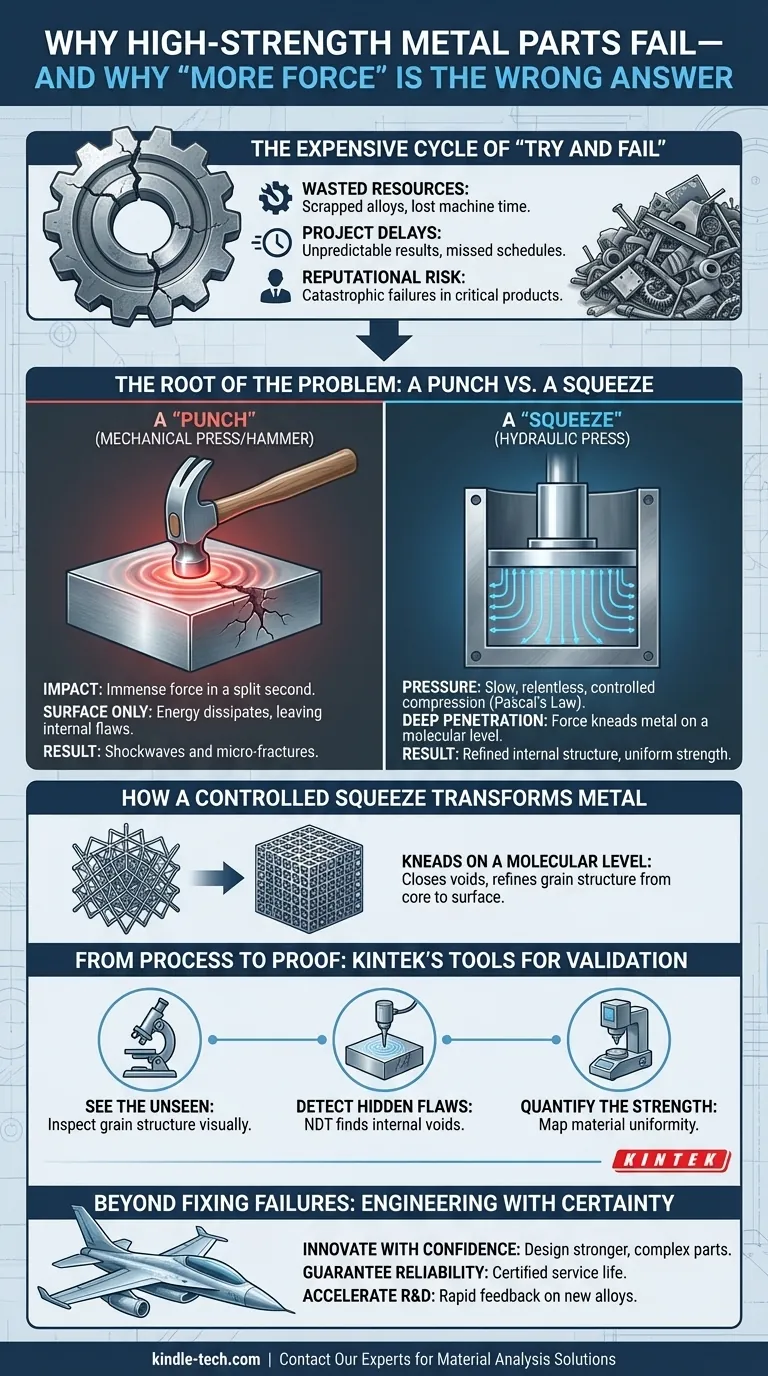
Il costoso ciclo del "tentativo e fallimento"
Nei settori aerospaziale, energetico e dell'industria pesante, i team di ingegneri combattono costantemente per forgiare componenti metallici grandi e complessi che siano sia resistenti che affidabili. La risposta predefinita a un fallimento della forgiatura è spesso intuitiva: applicare semplicemente più forza, più velocemente. Ci rivolgiamo a potenti presse meccaniche o a massicci magli, credendo che sopraffare il materiale sia la via del successo.
Ma questo approccio spesso si ritorce contro, portando a un ciclo frustrante:
- Risorse sprecate: Ogni componente difettoso significa rottamare leghe costose e ad alte prestazioni e perdere prezioso tempo macchina.
- Ritardi del progetto: Risultati imprevedibili rendono impossibile rispettare le scadenze di produzione, ritardando l'assemblaggio finale e la consegna.
- Rischio reputazionale: Peggio ancora, se un pezzo difettoso passa inosservato, comporta un rischio catastrofico per il prodotto finale, che si tratti del carrello di atterraggio di un aereo o di una turbina di una centrale elettrica.
Queste "soluzioni" falliscono perché si basano su un fraintendimento fondamentale. Affrontano la forma del metallo, ma trascurano, e spesso danneggiano, la sua qualità più importante: la sua struttura interna.
La radice del problema: la differenza tra un pugno e una stretta
Il problema principale non è la mancanza di potenza. È il tipo sbagliato di potenza. Forgiare un componente resistente e affidabile non significa vincere un incontro di pugilato con una serie di pugni rapidi e secchi. Si tratta di vincere un incontro di wrestling con una presa singola, sostenuta e ineludibile.
-
Un "pugno" (presse meccaniche/magli): Questi metodi erogano un'immensa forza in una frazione di secondo. Questo impatto è eccellente per modellare rapidamente una superficie, ma l'energia si dissipa rapidamente. È come scottare una bistecca spessa su una padella rovente; l'esterno potrebbe sembrare cotto, ma la forza e il calore non penetrano mai abbastanza in profondità per cuocere adeguatamente l'interno. Questo impatto superficiale può persino creare onde d'urto che introducono nuove microfratture in profondità nel materiale.
-
Una "stretta" (presse idrauliche): Questo metodo funziona secondo un principio completamente diverso. Invece dell'impatto, utilizza una compressione lenta, inesorabile e controllata.
Come una stretta controllata trasforma il metallo
Questo processo sfrutta una legge fondamentale della fisica chiamata Legge di Pascal. Immagina di spingere un piccolo pistone in un contenitore sigillato di fluido. Quella pressione viene trasmessa in modo uniforme e senza diminuzione a ogni angolo del contenitore. Una pressa idraulica utilizza una piccola pompa per pressurizzare l'olio, che agisce quindi su un pistone, o ariete, molto più grande. Questo moltiplica enormemente la forza iniziale, generando una stretta potente e continua.
Questa pressione sostenuta fa qualcosa che un colpo di martello non può fare: "impasta" il metallo a livello molecolare. La forza penetra in profondità nel pezzo, chiudendo vuoti interni e affinando la struttura granulare interna del metallo. Il risultato non è solo un pezzo della forma giusta; è un pezzo fondamentalmente più resistente e uniforme dal nucleo alla superficie.
Le comuni "soluzioni" falliscono perché trattano solo il sintomo (la forma esterna) ignorando la malattia (una struttura interna debole). La stretta idraulica è la cura.
Dal processo alla prova: gli strumenti per forgiare con sicurezza
Adottare il processo giusto, la profonda stretta della forgiatura idraulica, è il primo passo. Ma come puoi essere certo che il processo abbia funzionato? Come puoi dimostrare di aver ottenuto la struttura interna superiore di cui hai bisogno senza tagliare a metà ogni pezzo?
È qui che devi passare dall'applicare semplicemente un processo alla convalida del risultato. Per forgiare con sicurezza, hai bisogno di strumenti progettati per offrirti una finestra chiara sul mondo interno del materiale. È proprio qui che l'esperienza di KINTEK nelle attrezzature di laboratorio diventa il tuo vantaggio strategico.
Le nostre avanzate soluzioni di test e analisi dei materiali non riguardano solo un voto di approvazione/bocciatura. Sono progettate per fornirti dati attuabili sul perché dietro i tuoi risultati. Con il supporto di KINTEK, puoi:
- Vedere l'invisibile: Utilizza le nostre attrezzature per la preparazione metallografica e i microscopi ad alta potenza per ispezionare visivamente la struttura granulare, confermando che il processo idraulico ha fornito il raffinamento desiderato.
- Rilevare difetti nascosti: Impiega consumabili e sistemi di test non distruttivi (NDT) per trovare e caratterizzare vuoti o incongruenze interne senza danneggiare il componente.
- Quantificare la resistenza: Utilizza i nostri durometri di precisione per mappare l'uniformità del materiale, fornendo dati concreti che il tuo pezzo è resistente all'interno quanto lo è all'esterno.
Il nostro ruolo è fornire la prova. Dotiamo il tuo laboratorio degli strumenti per convalidare che il tuo processo di forgiatura fornisca le proprietà del materiale superiori che ti aspetti, ogni singola volta.
Oltre la riparazione dei guasti: progettare una nuova classe di componenti
Quando puoi smettere di preoccuparti di guasti casuali e iniziare a produrre in modo affidabile componenti internamente impeccabili, tutto cambia. Non stai più solo evitando problemi; stai sbloccando un nuovo potenziale.
Con un processo di forgiatura convalidato e controllato, il tuo team può ora:
- Innovare con fiducia: Progettare componenti più leggeri, più complessi ma più resistenti per aerei e veicoli di prossima generazione.
- Garantire l'affidabilità a lungo termine: Produrre parti critiche per le infrastrutture con una vita utile certificata, riducendo drasticamente i costi di manutenzione e aumentando la sicurezza.
- Accelerare la R&S: Ottenere un feedback rapido e accurato su come le nuove leghe rispondono alla lavorazione, accorciando il ciclo di sviluppo per materiali innovativi.
Passi da uno stato reattivo di riparazione di ciò che è rotto a uno stato proattivo di progettazione di ciò che in precedenza si pensava impossibile.
Questa trasformazione da arte imprevedibile a scienza prevedibile è la vera promessa della padronanza dei tuoi processi materiali. Se sei pronto a superare il ciclo di tentativi ed errori e iniziare a progettare con certezza, il nostro team di specialisti è qui per aiutarti ad equipaggiare il tuo laboratorio per il successo. Discutiamo le sfide specifiche del tuo progetto e come gli strumenti analitici giusti possono fornire la chiarezza di cui hai bisogno. Contatta i nostri esperti.
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Riscaldata con Piastre Riscaldanti per Camera a Vuoto da Laboratorio
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Riscaldata da 24T 30T 60T con Piastre Riscaldanti per Pressa a Caldo da Laboratorio
- Pressa per pellet da laboratorio idraulica divisa elettrica
Articoli correlati
- Pressa per pellet da laboratorio a riscaldamento idraulico: Guida completa alla scelta e all'uso
- Pressa idraulica a caldo: Principi, componenti, caratteristiche, vantaggi e applicazioni
- Pressatura di campioni di polvere e stampaggio di film polimerici: Una guida completa
- Perché i tuoi componenti compositi e polimerici continuano a fallire: il segreto è calore e pressione simultanei
- Scelta della macchina da stampa giusta per le vostre esigenze di laboratorio



















