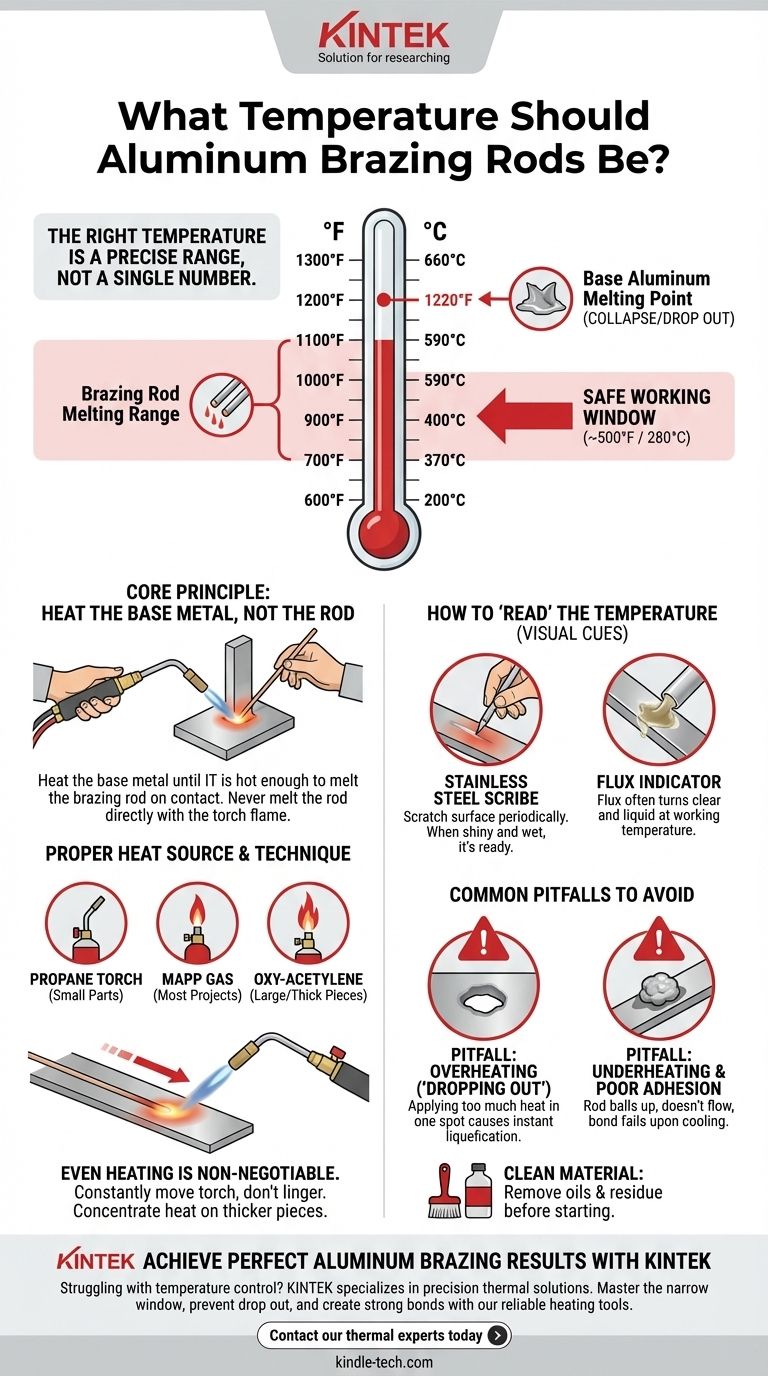
La temperatura giusta per la brasatura dell'alluminio è un intervallo preciso, non un singolo numero. La maggior parte delle bacchette per brasatura o saldatura dell'alluminio fonde tra 700°F e 1100°F (370°C a 590°C). Tuttavia, la vera chiave del successo è riscaldare le parti di alluminio di base a questa temperatura di lavoro, poiché l'alluminio stesso si scioglierà e collasserà intorno ai 1220°F (660°C), lasciando una finestra di errore estremamente stretta.
Il principio fondamentale della brasatura dell'alluminio è questo: devi riscaldare il metallo base finché non è abbastanza caldo da fondere la bacchetta di brasatura a contatto. Non fondere mai la bacchetta direttamente con la torcia. Questa distinzione fondamentale è ciò che separa un legame forte e permanente da un tentativo debole e fallito.

Perché il controllo della temperatura è tutto
Brasare con successo l'alluminio riguarda meno lo strumento che usi e più la tua capacità di gestire il calore. Le proprietà del metallo rendono questo processo unicamente impegnativo rispetto all'acciaio.
La finestra di temperatura critica
Il divario tra il punto di fusione della bacchetta di brasatura (es. 730°F) e il punto di fusione del metallo base (1220°F) è l'intero intervallo di lavoro.
A differenza dell'acciaio, l'alluminio non diventa rosso per avvertirti che si sta avvicinando al suo punto di fusione. Manterrà il suo aspetto fino a quando improvvisamente "crollerà" o si liquefarà con poco o nessun preavviso.
Riscaldare il metallo base, non la bacchetta
L'obiettivo è usare la torcia per portare le parti di alluminio – il pezzo in lavorazione – alla temperatura di flusso della bacchetta.
Quando il metallo base è sufficientemente caldo, basta toccare la bacchetta al giunto. Il calore del metallo fonderà istantaneamente la bacchetta, permettendole di fluire in profondità nel giunto per azione capillare, creando un legame forte. Fondere la bacchetta con la fiamma della torcia la farà raggruppare sulla superficie senza adesione.
Come "leggere" la temperatura
Senza attrezzature industriali, devi affidarti a segnali visivi e fisici per misurare la temperatura.
Una tecnica comune ed efficace è usare uno scrivano o una spazzola in acciaio inossidabile. Mentre riscaldi il giunto, graffia periodicamente la superficie. Quando il metallo è abbastanza caldo da rompere lo strato di ossido superficiale, il graffio apparirà lucido e bagnato. Questo è il segnale che l'alluminio è pronto ad accettare la bacchetta di brasatura.
Il ruolo della fonte di calore e della tecnica
Una corretta gestione della temperatura richiede lo strumento giusto e il metodo di applicazione corretto.
Scegliere la torcia
Per parti molto piccole o sottili, una semplice torcia a propano potrebbe essere sufficiente.
Tuttavia, per la maggior parte dei progetti, avrai bisogno di una torcia che eroghi più calore, come il gas MAPP. Per pezzi più grandi o più spessi, una torcia ossiacetilenica con una fiamma neutra o leggermente carburante è spesso necessaria per riscaldare l'intera area del giunto rapidamente e uniformemente.
Il riscaldamento uniforme è non negoziabile
Devi muovere costantemente la torcia su tutta l'area del giunto. Soffermarsi in un punto causerà il surriscaldamento e la fusione di quell'area molto prima che il metallo circostante raggiunga la temperatura richiesta.
Se unisci pezzi di diverso spessore, concentra la maggior parte del calore sul pezzo più spesso, permettendo al suo calore di condurre in quello più sottile.
La funzione del flussante
L'alluminio forma istantaneamente uno strato di ossido trasparente e tenace che impedisce alla lega di brasatura di legarsi. Il flussante, applicato separatamente o come anima all'interno della bacchetta, è un agente chimico progettato per rimuovere questo strato di ossido alle temperature di brasatura.
L'osservazione del flussante può anche fungere da indicatore di temperatura. Spesso diventerà trasparente e liquido quando il metallo base raggiunge la corretta temperatura di lavoro.
Errori comuni da evitare
Capire cosa può andare storto è fondamentale per fare le cose per bene. Il processo è spietato con gli errori nella preparazione o nel controllo del calore.
Errore: surriscaldamento e "collasso"
Questo è il fallimento più comune. Applicare troppo calore in un punto farà liquefare l'alluminio e creerà istantaneamente un buco. Mantieni sempre la fiamma in movimento e riscalda un'ampia area.
Errore: sottoriscaldamento e scarsa adesione
Se il metallo base è troppo freddo, la bacchetta non scorrerà. O non si scioglierà o si scioglierà dalla fiamma diretta e si aggrumerà sulla superficie. Questo non crea alcun legame e il materiale semplicemente cadrà dopo il raffreddamento.
Errore: materiale sporco o non preparato
La brasatura fallirà su alluminio sporco. Prima di iniziare, il giunto deve essere pulito meccanicamente con una spazzola dedicata in acciaio inossidabile (mai una usata sull'acciaio) e pulito con un solvente come l'acetone per rimuovere tutti gli oli e i residui.
Una checklist pratica per il successo
Usa queste linee guida per adattare la tua tecnica al tuo obiettivo specifico.
- Se stai riparando materiale sottile (come tubi o lamiere): Usa una bacchetta a bassa temperatura e una fiamma più morbida e ampia per riscaldare delicatamente l'area ed evitare di bruciare il metallo.
- Se stai unendo pezzi spessi e sottili: Concentra l'80% del calore sul pezzo più spesso, lasciando che il suo calore conduca al pezzo più sottile per portare l'intero giunto a temperatura uniformemente.
- Se la tua bacchetta non scorre nel giunto: Il tuo metallo base non è abbastanza caldo. Rimuovi la bacchetta, applica più calore al pezzo in lavorazione con un'ampia diffusione e riprova.
- Se crei un buco nell'alluminio: Hai surriscaldato il metallo base. Ferma immediatamente, allontana la torcia e lascia raffreddare completamente il pezzo prima di valutare il danno.
Padroneggiare il controllo della temperatura è la chiave che trasforma la brasatura dell'alluminio da un azzardo frustrante a un'abilità affidabile.
Tabella riassuntiva:
| Parametro chiave della temperatura | Valore |
|---|---|
| Punto di fusione della bacchetta di brasatura | 700°F - 1100°F (370°C - 590°C) |
| Punto di fusione dell'alluminio base | 1220°F (660°C) |
| Finestra di lavoro sicura | ~500°F (280°C) |
| Tecnica critica | Riscaldare il metallo base, non la bacchetta |
Ottieni risultati perfetti nella brasatura dell'alluminio con KINTEK
Hai difficoltà con il controllo della temperatura nella brasatura dell'alluminio? KINTEK è specializzata in attrezzature di laboratorio di precisione e soluzioni termiche che aiutano tecnici e produttori a mantenere parametri di temperatura esatti per una giunzione metallica impeccabile. I nostri affidabili strumenti di riscaldamento e il supporto esperto ti assicurano di lavorare all'interno della stretta finestra di 500°F tra la fusione della bacchetta e il cedimento del metallo base.
Ti aiutiamo a:
- Prevenire il "collasso" del metallo base con una gestione precisa della temperatura
- Creare legami forti e permanenti attraverso una corretta applicazione del calore
- Padroneggiare i segnali visivi di temperatura per risultati costanti
Pronto a trasformare la tua brasatura dell'alluminio da frustrante a affidabile? Contatta oggi i nostri esperti termici per soluzioni di attrezzature e guida tecnica su misura per le tue specifiche esigenze di progetto.
Guida Visiva
Prodotti correlati
- Barra ceramica avanzata di allumina fine isolata Al2O3 per applicazioni industriali
- Barra in ceramica di zirconia stabilizzata di precisione per l'ingegneria di ceramiche avanzate fini
- Produttore personalizzato di parti in PTFE Teflon per asta di recupero dell'agitatore in PTFE
Domande frequenti
- A cosa serve l'isolamento ceramico? Soluzioni Master ad alta temperatura per l'efficienza industriale
- Perché i dischi ceramici di allumina vengono utilizzati come supporti per campioni? Ottimizzare l'efficienza della deposizione in gabbia catodica
- Perché i dischi isolanti in allumina vengono utilizzati come supporti per campioni nel CCPN? Garantire una nitrurazione al plasma uniforme e senza archi elettrici
- Come si realizza la ceramica di allumina? Una guida ai metodi di produzione e alle proprietà del materiale
- Quale funzione svolgono le piastre ceramiche di allumina come supporto nella preparazione di membrane a setaccio molecolare?


