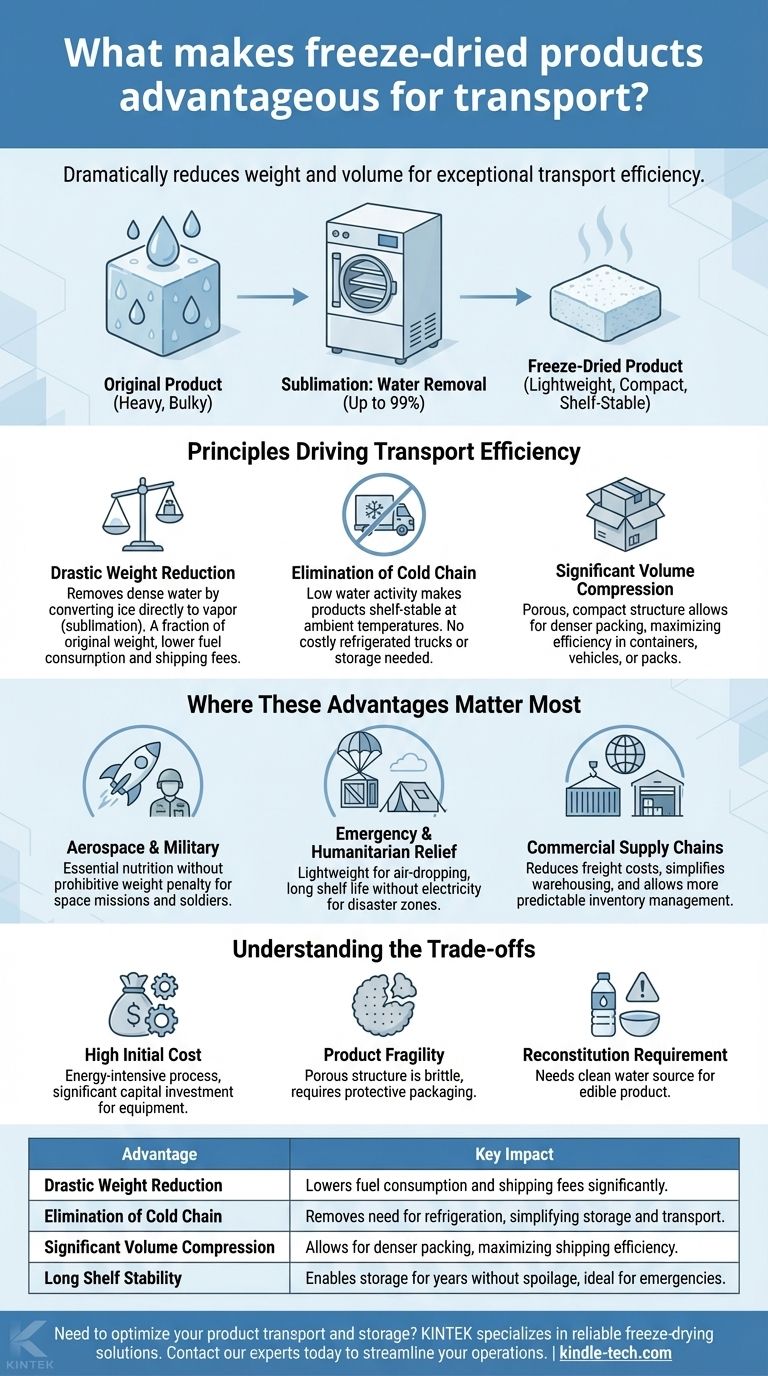
Il principale vantaggio per il trasporto dei prodotti liofilizzati è la loro drastica riduzione di peso e volume. Rimuovendo quasi tutto il contenuto d'acqua attraverso un processo chiamato sublimazione, i prodotti diventano eccezionalmente leggeri e compatti, il che riduce significativamente i costi di spedizione e semplifica le sfide logistiche.
Rimuovendo fino al 99% dell'acqua di un prodotto, la liofilizzazione crea un vantaggio impareggiabile nella logistica dei trasporti. Il beneficio principale va oltre la semplice riduzione del peso; include l'eliminazione della catena del freddo, modificando fondamentalmente il modo e il luogo in cui questi beni possono essere immagazzinati e distribuiti.

I principi che guidano l'efficienza dei trasporti
La liofilizzazione, o criolisi, non consiste solo nella rimozione dell'acqua. Riguarda il modo in cui quell'acqua viene rimossa, il che crea direttamente i suoi vantaggi logistici.
Drastica riduzione del peso
L'acqua è densa e pesante. Il processo di liofilizzazione rimuove questo peso congelando prima il prodotto e poi convertendo il ghiaccio direttamente in vapore, bypassando la fase liquida.
Ciò si traduce in un prodotto che è una frazione del suo peso originale, traducendosi direttamente in minori consumi di carburante e spese di spedizione per qualsiasi mezzo di trasporto.
Eliminazione della catena del freddo
Poiché l'attività dell'acqua nei prodotti liofilizzati è così bassa, sono stabili a scaffale a temperatura ambiente per lunghi periodi.
Ciò elimina completamente la necessità di una catena del freddo: la rete costosa e ad alta intensità energetica di camion refrigerati, magazzini e strutture di stoccaggio richiesta per prodotti freschi o congelati. Questa è una massiccia semplificazione logistica.
Significativa compressione del volume
Pur preservando gran parte della struttura originale, la rimozione dell'acqua rende il prodotto altamente poroso e spesso più compatto.
Ciò consente un imballaggio più denso, il che significa che più prodotto può entrare in un singolo container, veicolo o zaino, massimizzando l'efficienza di ogni spedizione.
Dove questi vantaggi contano di più
I vantaggi del trasporto di prodotti liofilizzati sono più critici in ambienti in cui la logistica è limitata da peso, spazio o mancanza di infrastrutture.
Operazioni aerospaziali e militari
Per le missioni spaziali, ogni chilogrammo inviato in orbita costa migliaia di dollari. Per il personale militare, ogni grammo nel loro zaino conta.
La liofilizzazione fornisce una nutrizione essenziale senza l'onere proibitivo del peso, rendendola uno standard sia per gli astronauti che per i soldati sul campo.
Soccorso di emergenza e umanitario
Nelle zone disastrate, le infrastrutture sono spesso compromesse o inesistenti. Potrebbe non esserci elettricità per alimentare le unità di refrigerazione.
I pasti e le forniture liofilizzate sono abbastanza leggeri da poter essere paracadutati e possono essere conservati per anni senza deteriorarsi, garantendo una fonte di cibo affidabile disponibile quando è più necessaria.
Catene di approvvigionamento commerciali
Oltre agli ambienti estremi, questi vantaggi si applicano al commercio quotidiano. I prodotti leggeri riducono i costi del carburante per il trasporto merci.
La lunga durata di conservazione e la mancanza di necessità di refrigerazione semplificano la gestione del magazzino, riducono le perdite dovute al deterioramento e consentono una gestione dell'inventario più prevedibile.
Comprendere i compromessi
Sebbene molto efficaci, i vantaggi della liofilizzazione per il trasporto sono bilanciati da considerazioni specifiche.
Costo iniziale elevato
La liofilizzazione è un processo lento e ad alta intensità energetica. Le attrezzature specializzate richieste rappresentano un investimento di capitale significativo rispetto a metodi più semplici come la disidratazione ad aria.
Questo costo deve essere giustificato dai risparmi logistici o dalla natura critica della missione.
Fragilità del prodotto
La struttura porosa risultante che rende i prodotti liofilizzati facili da ricostituire li rende anche fragili.
È necessaria una confezione adeguata, spesso ingombrante, per proteggere il prodotto dall'essere schiacciato in polvere durante il transito, il che può compensare leggermente i vantaggi di risparmio di spazio.
Requisito di ricostituzione
Il prodotto finale non è pronto per il consumo. Richiede una fonte di acqua pulita per la ricostituzione.
In alcuni contesti, come le zone aride colpite da disastri, la sfida logistica potrebbe spostarsi dal trasporto del cibo al trasporto dell'acqua pulita necessaria per renderlo commestibile.
Fare la scelta giusta per il tuo obiettivo
La scelta della liofilizzazione come metodo di conservazione dipende interamente dalle tue priorità operative.
- Se la tua priorità principale è ridurre al minimo i costi di spedizione e il peso sopra ogni altra cosa: la liofilizzazione è la scelta superiore, specialmente per i beni di alto valore o per il trasporto a lunga distanza in cui ogni grammo conta.
- Se la tua priorità principale è la stabilità a lungo termine in ambienti imprevedibili: la combinazione di una durata di conservazione di diversi anni e la mancanza di necessità di refrigerazione rende la liofilizzazione ideale per la preparazione alle emergenze, le operazioni militari e le spedizioni remote.
- Se la tua priorità principale è la produzione a basso costo e ad alto volume per i mercati locali: gli elevati costi di capitale ed energetici della liofilizzazione possono rendere più economicamente vantaggiosi i metodi di conservazione o congelamento tradizionali.
In definitiva, i vantaggi per il trasporto della liofilizzazione si sbloccano quando il peso, lo spazio e la stabilità a scaffale sono vincoli di missione non negoziabili.
Tabella riassuntiva:
| Vantaggio | Impatto chiave |
|---|---|
| Drastica riduzione del peso | Riduce significativamente il consumo di carburante e le spese di spedizione. |
| Eliminazione della catena del freddo | Elimina la necessità di refrigerazione, semplificando lo stoccaggio e il trasporto. |
| Significativa compressione del volume | Consente un imballaggio più denso, massimizzando l'efficienza della spedizione. |
| Lunga stabilità a scaffale | Consente lo stoccaggio per anni senza deterioramento, ideale per le emergenze. |
Hai bisogno di ottimizzare il trasporto e lo stoccaggio dei tuoi prodotti? KINTEK è specializzata nella fornitura di attrezzature di laboratorio affidabili, comprese soluzioni di liofilizzazione, per aiutare settori che vanno dal farmaceutico alla scienza alimentare a ottenere una stabilità superiore del prodotto e un'efficienza logistica. Contatta oggi i nostri esperti per scoprire come le nostre attrezzature e forniture da laboratorio possono snellire le tue operazioni e ridurre i costi.
Guida Visiva
Prodotti correlati
- Liofilizzatore da Laboratorio ad Alte Prestazioni
- Liofilizzatore da Laboratorio ad Alte Prestazioni per Ricerca e Sviluppo
- Liofilizzatore da banco per uso di laboratorio
- Liofilizzatore da Laboratorio da Banco
- Congelatore ULT Verticale a Temperatura Ultra Bassa da 108L
Domande frequenti
- Quali sono i principali vantaggi della liofilizzazione da laboratorio? Conservare Materiali Sensibili con Liofilizzazione Delicata
- Quali sono i vantaggi tecnici dell'utilizzo di un liofilizzatore da laboratorio per i precursori del carbonio poroso? Preservare le reti 3D
- Quali tipi di campioni liquidi possono essere trattati utilizzando un liofilizzatore da laboratorio? Conserva i tuoi materiali sensibili
- Quali precauzioni devono essere adottate durante l'uso di un liofilizzatore da laboratorio? Passaggi essenziali per una liofilizzazione affidabile
- Quali sono i passaggi per utilizzare un liofilizzatore da laboratorio? Padroneggia la liofilizzazione per una conservazione superiore dei campioni















