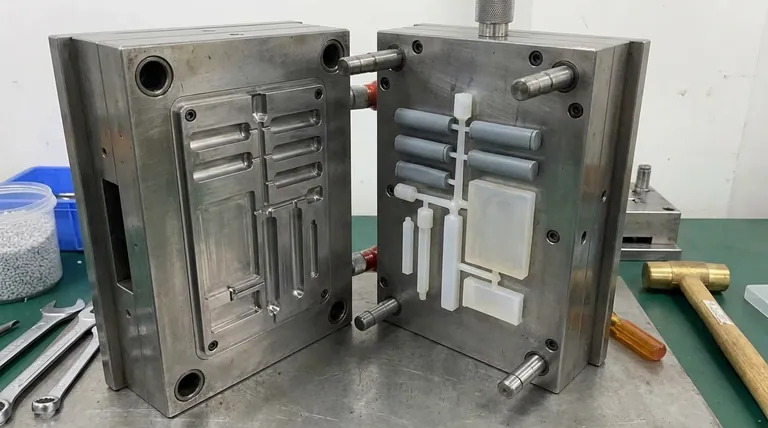
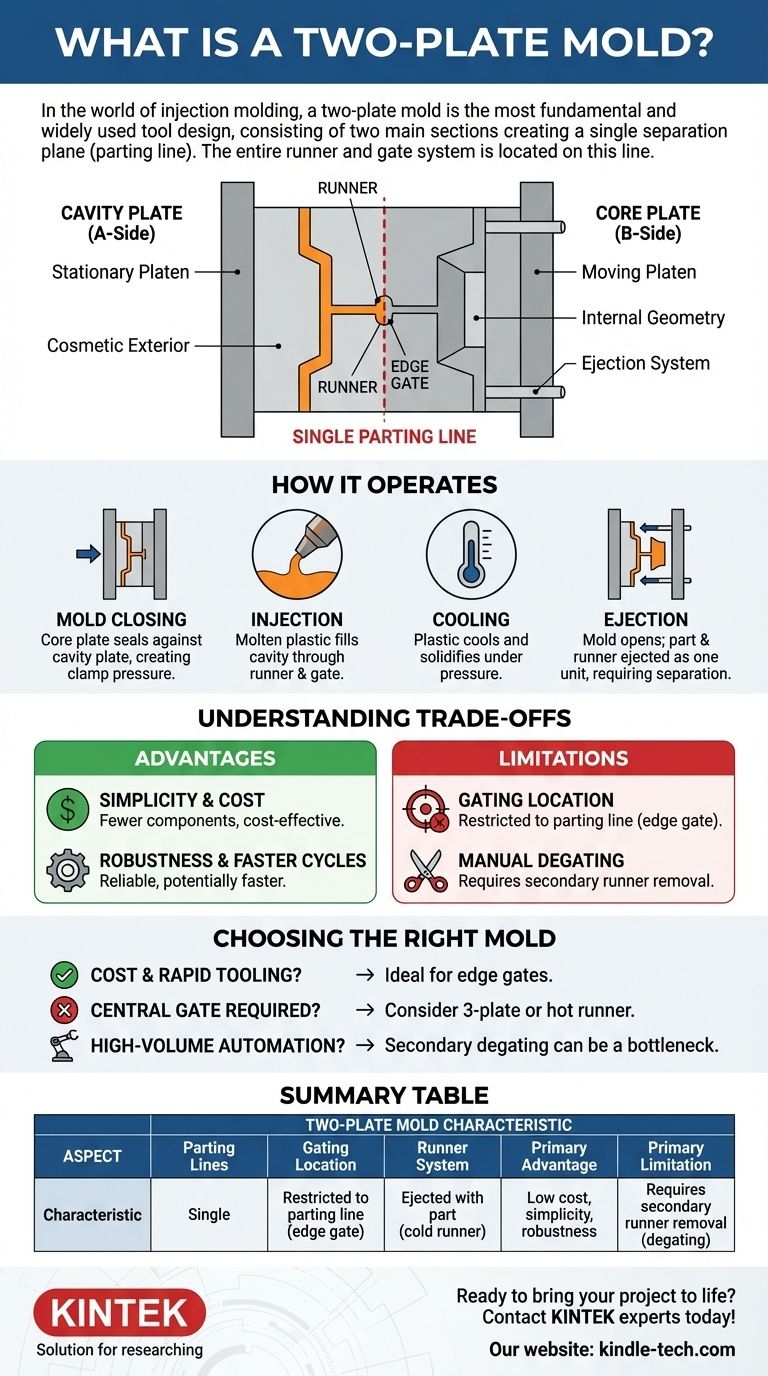
Nel mondo dello stampaggio a iniezione, uno stampo a due piastre è il design di utensile più fondamentale e ampiamente utilizzato. Consiste in due sezioni principali, un lato cavità (lato A) e un lato nucleo (lato B), che si incontrano per formare un unico piano di separazione, noto come linea di giunzione. L'intero sistema per l'erogazione della plastica — materozza e punto di iniezione — si trova su questa linea di giunzione, il che significa che il pezzo e la sua materozza attaccata vengono espulsi insieme.
Il principio fondamentale di uno stampo a due piastre è la sua semplicità. Avendo un solo piano di giunzione, il design è semplice ed economico, ma questa semplicità limita anche dove la plastica può essere iniettata e spesso richiede la rimozione manuale del sistema di materozze.
L'anatomia di uno stampo a due piastre
Per comprenderne la funzione, è necessario prima comprenderne i componenti principali. Il design è elegante nella sua semplicità, con ogni parte che serve uno scopo diretto.
Le piastre del nucleo e della cavità
Uno stampo a due piastre è costruito da due metà principali. La piastra della cavità, o "lato A", forma tipicamente l'esterno estetico del pezzo ed è montata sul piano fisso della macchina per lo stampaggio a iniezione.
La piastra del nucleo, o "lato B", forma la geometria interna del pezzo e contiene il sistema di espulsione. Questa metà è montata sul piano mobile.
L'unica linea di giunzione
Questa è la caratteristica distintiva di uno stampo a due piastre. La linea di giunzione è l'unica superficie dove si incontrano le piastre del nucleo e della cavità. Quando il ciclo di stampaggio è completo, lo stampo si separa solo lungo questo piano.
Il sistema di materozze e punti di iniezione
La materozza è un canale lavorato sulla superficie della linea di giunzione che guida la plastica fusa dall'ugello della macchina al pezzo.
Il punto di iniezione è la piccola apertura localizzata dove la materozza incontra la cavità del pezzo. In uno stampo a due piastre, il punto di iniezione deve essere posizionato direttamente sulla linea di giunzione, tipicamente sul bordo del pezzo. Questo è spesso chiamato "punto di iniezione a bordo".
Il sistema di espulsione
Alloggiato all'interno del nucleo (lato B) dello stampo, il sistema di espulsione è costituito da perni o altri meccanismi. Dopo che il pezzo si è raffreddato e lo stampo si apre, questi perni spingono in avanti per espellere il pezzo finito e il suo sistema di materozze attaccato.
Come funziona uno stampo a due piastre
Il ciclo operativo è diretto ed efficiente, suddiviso in quattro fasi chiare.
Fase 1: Chiusura dello stampo
Il piano mobile spinge in avanti la piastra del nucleo fino a quando non si sigilla saldamente contro la piastra fissa della cavità, creando un bloccaggio ad alta pressione lungo la linea di giunzione.
Fase 2: Iniezione
La plastica fusa viene iniettata ad alta pressione. Viaggia attraverso il sistema di materozze ed entra nella cavità attraverso il punto di iniezione fino a quando il pezzo non è completamente formato.
Fase 3: Raffreddamento
La plastica viene mantenuta sotto pressione e lasciata raffreddare e solidificare all'interno dello stampo, assumendo la forma della cavità.
Fase 4: Espulsione
Il piano mobile si ritrae, separando lo stampo sulla linea di giunzione. Il pezzo e la sua materozza attaccata aderiscono al lato del nucleo fino a quando il sistema di espulsione si attiva, spingendoli fuori come un'unica unità. La materozza deve quindi essere separata manualmente o roboticamente dal pezzo.
Comprendere i compromessi
La semplicità che rende lo stampo a due piastre così comune introduce anche limitazioni specifiche. Comprendere questi compromessi è fondamentale per prendere decisioni di progettazione e produzione valide.
Vantaggio: Semplicità e costo
Con meno componenti e un'azione meccanica più semplice, gli stampi a due piastre sono i più economici da progettare, produrre e mantenere. La loro affidabilità è un risultato diretto di questa semplicità.
Vantaggio: Robustezza e cicli più veloci
Meno parti mobili significano meno potenziali punti di guasto. La semplice azione di apertura e chiusura può anche portare a tempi di ciclo più rapidi rispetto a design di stampi più complessi.
Limitazione: Posizione del punto di iniezione
Poiché il punto di iniezione deve essere sulla linea di giunzione, si è limitati a posizionarlo sul perimetro del componente. Questo lascia un piccolo ma visibile segno (vestigio) dove il punto di iniezione viene tagliato, il che potrebbe essere inaccettabile per superfici altamente estetiche.
Limitazione: Degating manuale o secondario
Il pezzo viene espulso con la materozza ancora attaccata, proprio come un pezzo in un kit di modellismo aereo. Ciò richiede un'operazione secondaria — sia manodopera manuale che un processo robotico — per separare la materozza dal pezzo finito, aumentando i tempi di ciclo e i costi di manodopera.
Scegliere lo stampo giusto per il tuo pezzo
La decisione di utilizzare uno stampo a due piastre dipende dall'equilibrio tra costo, design del pezzo e requisiti di produzione.
- Se il tuo obiettivo principale è l'efficienza dei costi e una rapida realizzazione degli utensili: Uno stampo a due piastre è quasi sempre la scelta corretta, specialmente per pezzi in cui un piccolo segno di iniezione sul bordo è accettabile.
- Se il tuo pezzo richiede un punto di iniezione centrale per l'integrità strutturale o la dinamica del flusso: Un design a due piastre è inadatto e dovresti esplorare uno stampo a tre piastre o a canale caldo.
- Se il tuo obiettivo principale è una produzione completamente automatizzata e ad alto volume: La necessità di un degating secondario può essere un collo di bottiglia, rendendo gli stampi più complessi con separazione automatica delle materozze un investimento migliore a lungo termine.
Comprendere i compromessi fondamentali di questo design di base ti consente di prendere una decisione informata che si allinea con gli obiettivi tecnici e finanziari del tuo progetto.
Tabella riassuntiva:
| Aspetto | Caratteristica dello stampo a due piastre |
|---|---|
| Linee di giunzione | Linea di giunzione singola |
| Posizione del punto di iniezione | Limitato alla linea di giunzione (punto di iniezione a bordo) |
| Sistema di materozze | Espulso con il pezzo (materozza fredda) |
| Vantaggio principale | Basso costo, semplicità e robustezza |
| Limitazione principale | Richiede la rimozione secondaria della materozza (degating) |
Pronto a dare vita al tuo progetto di stampaggio a iniezione? Scegliere il giusto design dello stampo è fondamentale per bilanciare costi, qualità ed efficienza produttiva. Presso KINTEK, siamo specializzati nella fornitura di attrezzature da laboratorio e materiali di consumo necessari per supportare i tuoi processi di ricerca e sviluppo e produzione. La nostra esperienza può aiutarti a selezionare la strategia di attrezzaggio ottimale per il design del tuo pezzo specifico e i requisiti di volume. Contatta i nostri esperti oggi stesso per discutere come possiamo supportare i tuoi obiettivi di laboratorio e produzione!
Guida Visiva
Prodotti correlati
- Pressa a Caldo a Doppia Piastra per Laboratorio
- Pressa termica speciale per uso di laboratorio
- Anello per stampo per comprimitrice rotativa multi-punzone per stampi ovali e quadrati rotanti
- Stampo per pressatura di pellet di polvere di acido borico XRF per uso di laboratorio
- Pressa ad Anello per Applicazioni di Laboratorio
Domande frequenti
- Qual è la funzione principale della pressatura nello stampo per le polveri LAGP? Ottenere elettroliti solidi ad alte prestazioni
- Perché sono necessari stampi a pressione con pareti interne in resina non conduttiva per i test sulle batterie? Garantire l'accuratezza dei dati
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti
- Cos'è il metodo dello stampaggio a pressione? Una guida per forme ceramiche coerenti e dettagliate
- Qual è la differenza tra pressa a caldo e sublimazione? Spiegazione di uno strumento contro un processo



















