La pressione tipica per la pressatura isostatica varia significativamente in base al metodo. Per la pressatura isostatica a freddo (CIP), il tipo più comune, le pressioni variano da 1.035 a 4.138 bar (da 15.000 a 60.000 psi). Altri metodi, come la pressatura isostatica a caldo o a caldo, utilizzano diverse combinazioni di pressione e temperatura per ottenere proprietà specifiche dei materiali.
Il fattore critico nella pressatura isostatica non è un singolo valore di pressione universale, ma piuttosto l'uniformità della pressione applicata. La pressione specifica richiesta è determinata dal metodo scelto (a freddo, a caldo o a caldo) e dal materiale in lavorazione.

Cosa significa veramente la pressione "isostatica"
Il termine "isostatico" è la chiave per comprendere l'intero processo. Definisce come viene applicata la forza, il che influisce direttamente sulla qualità e l'uniformità del prodotto finale.
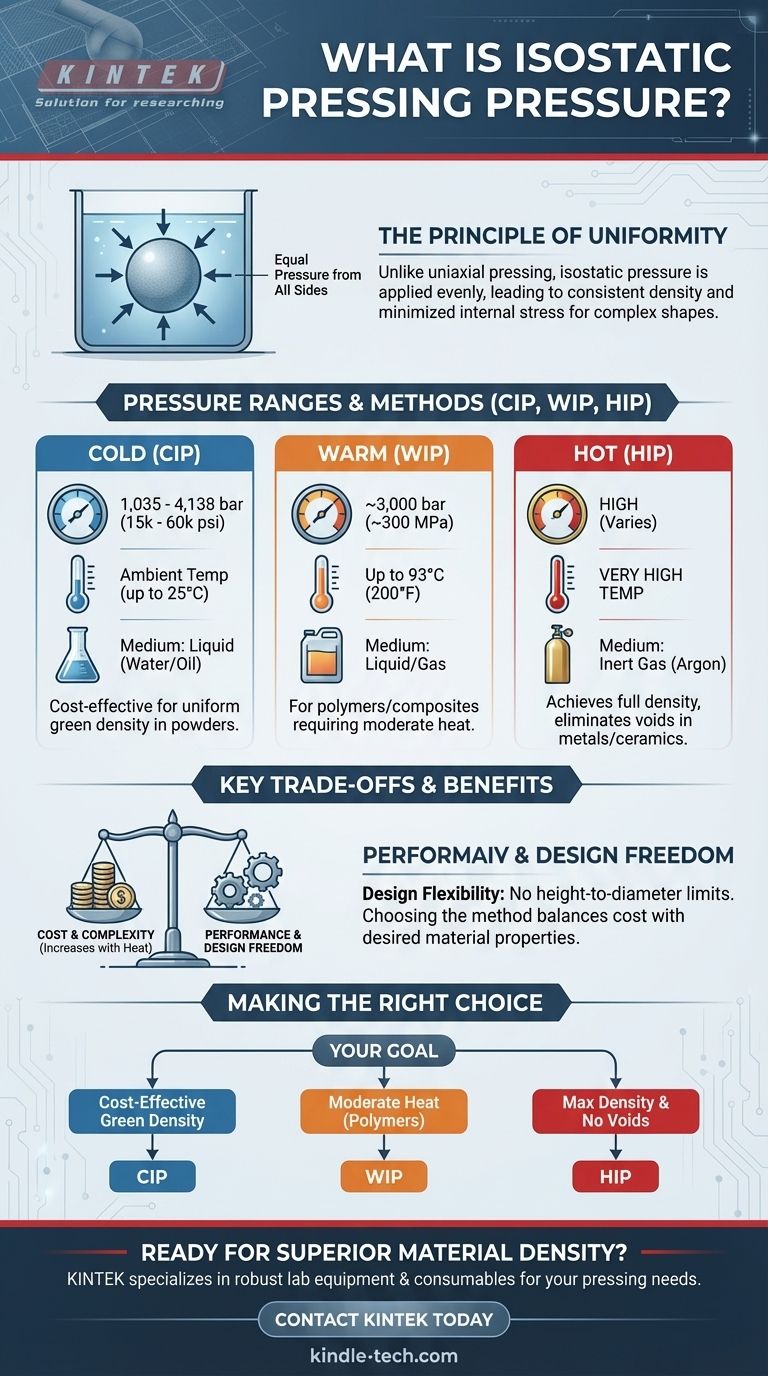
Il principio di uniformità
La pressione isostatica è definita come una pressione esercitata in modo uguale da tutte le direzioni. Un'analogia semplice è un oggetto sommerso in profondità sott'acqua; la pressione dell'acqua viene applicata su ogni superficie dell'oggetto simultaneamente e con forza uguale.
Questa uniformità si ottiene utilizzando un fluido o un gas come mezzo di trasmissione della pressione.
L'impatto sulla densità del materiale
Nella pressatura uniassiale tradizionale, la pressione proviene da una o due direzioni. Ciò può creare variazioni di densità e tensioni interne, specialmente in forme complesse.
La pressatura isostatica elimina questo problema. Poiché la pressione è uniforme, l'attrito tra la polvere e la parete dello stampo è minimo, portando a una compattazione e distribuzione della densità altamente coerenti in tutta la parte. Questo la rende ideale per polveri fragili o parti con geometrie complesse.
Intervalli di pressione per diversi metodi di pressatura
La combinazione di pressione e temperatura è adattata all'applicazione specifica. I tre tipi principali di pressatura isostatica operano in condizioni molto diverse.
Pressatura isostatica a freddo (CIP)
Questo è il metodo più utilizzato. Il CIP viene tipicamente eseguito a temperatura ambiente, sebbene il processo stesso possa causare un leggero aumento di temperatura fino a 25°C.
Opera a pressioni comprese tra 1.035 e 4.138 bar (da 15.000 a 60.000 psi). Un liquido, spesso acqua o olio, viene utilizzato come mezzo di pressione.
Pressatura isostatica a caldo (WIP)
Il WIP viene utilizzato per materiali che beneficiano di un riscaldamento moderato per migliorare la loro compattazione.
Opera a pressioni inferiori rispetto al CIP, tipicamente intorno a 300 MPa (circa 3.000 bar), ma a temperature elevate fino a 93°C (200°F).
Pressatura isostatica a caldo (HIP)
L'HIP combina alta pressione con temperature molto elevate per ottenere la piena densificazione ed eliminare la porosità interna in materiali come metalli e ceramiche.
Questo processo utilizza un gas inerte riscaldato, come l'argon, come mezzo di pressione. La combinazione di calore e pressione consente la deformazione plastica e la saldatura per diffusione a livello microscopico.
Comprendere i compromessi chiave
La scelta del giusto metodo di pressatura isostatica implica un equilibrio tra costi, complessità e le proprietà finali desiderate del componente.
Il mezzo di pressione è importante
Il mezzo utilizzato per trasmettere la pressione è un fattore critico. Il CIP utilizza liquidi economici e semplici come l'acqua.
L'HIP, al contrario, richiede gas inerti costosi come argon o azoto, che devono essere contenuti e riscaldati in un recipiente a pressione più complesso e costoso.
Il ruolo della temperatura
L'aggiunta di calore aumenta significativamente la complessità e il costo dell'attrezzatura. Il CIP è relativamente semplice, mentre l'HIP richiede forni sofisticati costruiti all'interno del recipiente a pressione.
La decisione di aggiungere calore è guidata interamente dalle proprietà del materiale e dalla necessità di raggiungere una densità teorica quasi al 100%, cosa spesso impossibile con la sola pressatura a freddo.
Libertà di progettazione
Un grande vantaggio di tutti i metodi isostatici è la flessibilità di progettazione. A differenza della pressatura uniassiale, il rapporto altezza-diametro di una parte non è un fattore limitante. Ciò consente la creazione di componenti lunghi, sottili o di forma insolita con densità uniforme.
Fare la scelta giusta per il tuo obiettivo
La pressione e il metodo ottimali dipendono interamente dal tuo materiale e dai requisiti di prestazione.
- Se il tuo obiettivo principale è il consolidamento economico delle polveri a temperatura ambiente: la pressatura isostatica a freddo (CIP) è la scelta più diretta ed economica per ottenere un'alta e uniforme densità verde.
- Se il tuo obiettivo principale è raggiungere la massima densità ed eliminare tutti i vuoti interni in metalli o ceramiche: la pressatura isostatica a caldo (HIP) è la scelta necessaria, poiché la combinazione di calore e pressione è richiesta per il consolidamento completo.
- Se il tuo obiettivo principale è la lavorazione di polimeri o compositi che richiedono calore moderato per la plasticità: la pressatura isostatica a caldo (WIP) offre una via di mezzo specializzata tra i due estremi.
In definitiva, comprendere l'interazione tra il comportamento del tuo materiale, la pressione e la temperatura è la chiave per applicare con successo questa potente tecnologia.
Tabella riassuntiva:
| Metodo | Intervallo di pressione tipico | Temperatura tipica | Caso d'uso principale |
|---|---|---|---|
| Pressatura isostatica a freddo (CIP) | 1.035 - 4.138 bar (15.000 - 60.000 psi) | Ambiente (fino a 25°C) | Consolidamento economico delle polveri; densità verde uniforme |
| Pressatura isostatica a caldo (WIP) | ~3.000 bar (~300 MPa) | Fino a 93°C (200°F) | Lavorazione di polimeri/compositi che richiedono calore moderato |
| Pressatura isostatica a caldo (HIP) | Varia (Combinata con calore elevato) | Temperature molto elevate | Raggiungimento della piena densità; eliminazione della porosità in metalli/ceramiche |
Pronto a ottenere densità e prestazioni superiori del materiale?
Comprendere i requisiti precisi di pressione e temperatura per il tuo materiale specifico è il primo passo verso la produzione di componenti con uniformità e resistenza eccezionali. Sia che il tuo progetto richieda il consolidamento economico della pressatura isostatica a freddo (CIP) o le capacità di densificazione completa della pressatura isostatica a caldo (HIP), KINTEK è il tuo partner di fiducia.
Siamo specializzati nella fornitura di robuste attrezzature da laboratorio e materiali di consumo su misura per le tue esigenze di pressatura, aiutandoti a:
- Eliminare vuoti e stress interni per parti più affidabili.
- Lavorare geometrie complesse con densità uniforme da tutte le direzioni.
- Selezionare il metodo ottimale (CIP, WIP o HIP) in base al tuo materiale e agli obiettivi di prestazione.
Lascia che i nostri esperti ti guidino alla soluzione perfetta. Contatta KINTEL oggi stesso per discutere come la nostra esperienza nella pressatura isostatica può migliorare le capacità del tuo laboratorio e far progredire la tua ricerca.
Guida Visiva
Prodotti correlati
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Stampi per pressatura isostatica per laboratorio
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Qual è il ruolo di una pressa isostatica a freddo (CIP) nella laminazione C-PSC? Migliorare l'efficienza solare senza calore
- Quale ruolo svolge la pressatura isostatica a freddo nella formazione delle barre di alimentazione per la crescita di cristalli singoli? Garantire la stabilità.
- Perché una pressa isostatica a freddo è preferita a una pressa uniassiale per la polvere di tungsteno? Ottenere una compattazione uniforme della polvere
- Cos'è la pressatura isostatica a caldo e a freddo? Una guida alla formatura e alla densificazione dei materiali
- In che modo la pressatura isostatica a freddo (CIP) migliora le prestazioni delle batterie LiFePO4? Aumenta densità e conduttività

















