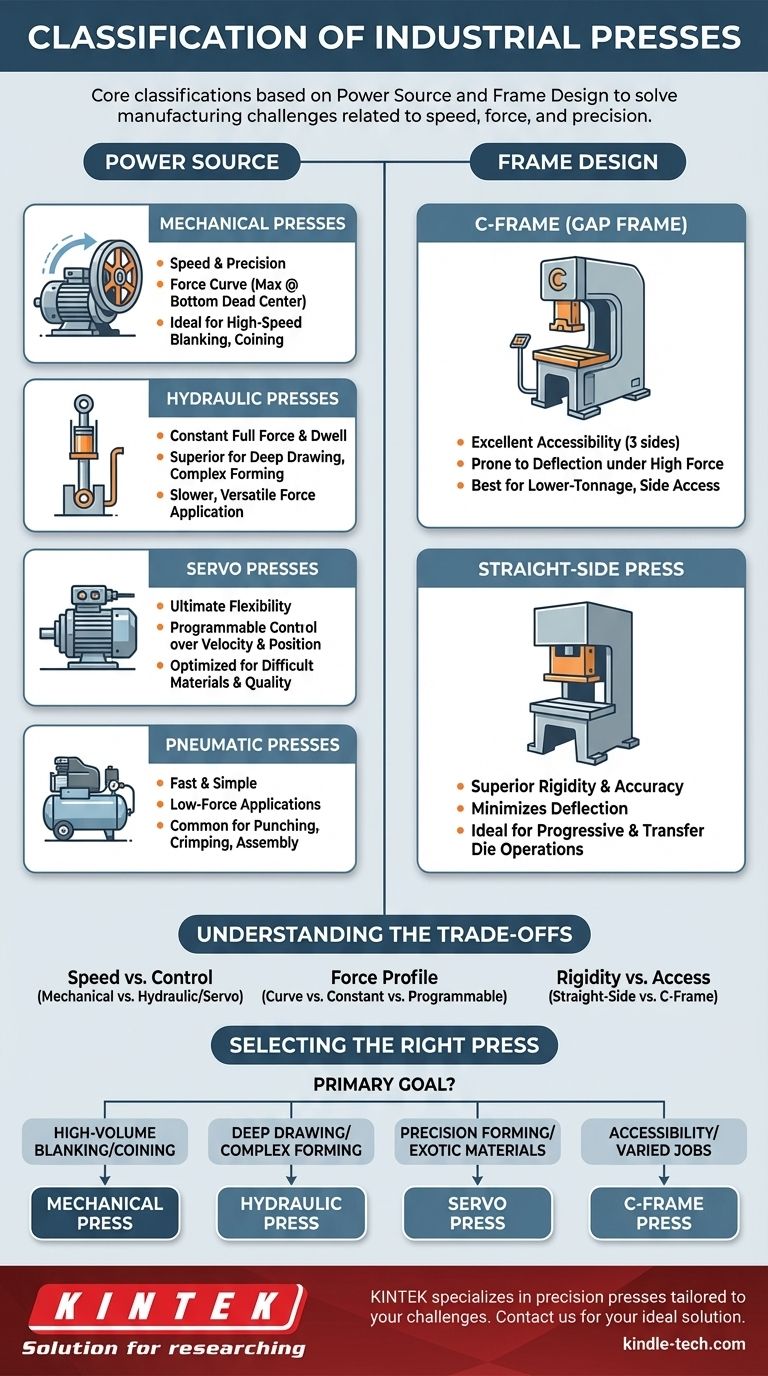
In sostanza, la classificazione delle presse industriali si basa su due criteri fondamentali: il metodo utilizzato per generare forza (la fonte di energia) e la struttura fisica della macchina (il design del telaio). Comprendere queste distinzioni è cruciale perché ogni combinazione di potenza e telaio è progettata per risolvere una specifica serie di sfide di produzione relative a velocità, forza e precisione.
La distinzione più critica risiede nella fonte di energia. La scelta tra una pressa meccanica, idraulica o servoassistita implica un compromesso fondamentale tra la velocità di produzione, la consistenza dell'applicazione della forza e il grado di controllo sull'intero processo di formatura.

La Classificazione Primaria: Fonte di Energia
Il "motore" della pressa ne determina le caratteristiche prestazionali più di ogni altro fattore. Determina la velocità con cui la pressa può ciclare, come applica la forza durante la sua corsa e quanto controllo ha l'operatore.
Presse Meccaniche: Velocità e Precisione
Le presse meccaniche generano forza utilizzando un motore che fa girare un volano grande e pesante. Questo volano agisce come una batteria meccanica, immagazzinando energia rotazionale.
Quando la pressa viene attivata, una frizione collega il volano in rotazione a un albero a gomiti o a un ingranaggio eccentrico, che converte il movimento rotatorio nel movimento verticale e lineare del maglio della pressa.
La forza non è costante; viene erogata in una curva, raggiungendo la sua tonnellaggio nominale massimo solo nella parte inferiore della corsa, nota come punto morto inferiore (PMI). Questo le rende ideali per operazioni di tranciatura, coniatura e formatura superficiale ad alta velocità, dove il lavoro viene svolto in una distanza molto breve.
Presse Idrauliche: Potenza e Mantenimento
Le presse idrauliche utilizzano un grande pistone e un cilindro azionati da fluido idraulico ad alta pressione, alimentato da una pompa elettrica. Questo meccanismo è fondamentalmente diverso da una pressa meccanica.
Il vantaggio chiave è che una pressa idraulica può erogare la sua forza piena e costante in qualsiasi punto della corsa del maglio. Può anche "mantenere" la piena pressione nella parte inferiore della corsa per un tempo specificato.
Questo rende le presse idrauliche la scelta superiore per applicazioni che richiedono pressione sostenuta, come imbutitura profonda, stampaggio e formatura di parti complesse dove il materiale ha bisogno di tempo per fluire. Sono generalmente più lente delle presse meccaniche ma molto più versatili nell'applicazione della forza.
Presse Servoassistite: Flessibilità Massima
Le presse servoassistite rappresentano un'evoluzione moderna, combinando le alte velocità delle presse meccaniche con il controllo dei sistemi idraulici. Invece di un motore e un volano convenzionali, utilizzano un servomotore ad alta coppia collegato direttamente al meccanismo di azionamento.
Questo azionamento diretto offre all'operatore un controllo completo e programmabile sulla velocità e sulla posizione del maglio durante l'intera corsa. È possibile programmare velocità di avvicinamento rapide, velocità di formatura lente e ritorni veloci, tutto all'interno di un singolo ciclo.
Questa flessibilità consente di ottimizzare i processi di formatura per materiali difficili, migliorando la qualità delle parti e riducendo l'usura dello stampo, sebbene rappresentino un investimento iniziale più elevato.
Presse Pneumatiche: Veloci e Semplici
Le presse pneumatiche funzionano sullo stesso principio delle presse idrauliche ma utilizzano aria compressa invece di liquido. Sono molto più veloci nella loro azione ma sono limitate ad applicazioni con forze significativamente inferiori.
Sono comunemente utilizzate per lavori leggeri come punzonatura, crimpatura e operazioni di assemblaggio dove non è richiesto un tonnellaggio elevato.
Una Classificazione Secondaria: Design del Telaio
Il telaio è la spina dorsale della pressa. Il suo design determina la rigidità della macchina, che influisce direttamente sulla precisione del pezzo finito, e la sua accessibilità per il caricamento del materiale e l'installazione degli stampi.
Telaio a C (A Gola): Accessibilità
Come suggerisce il nome, il telaio ha la forma della lettera "C". Questo design offre un'eccellente accesso all'area dello stampo da tre lati, facilitando il caricamento del materiale e l'allestimento degli utensili.
Tuttavia, sotto forze elevate, questo design aperto è soggetto a "sbadiglio" o deflessione, che può compromettere l'allineamento dello stampo e influire sulla precisione del pezzo. Sono più adatte per lavori a tonnellaggio inferiore e operazioni in cui l'accesso laterale è critico.
Pressa a Montanti Dritti: Rigidità e Precisione
Una pressa a montanti dritti ha un telaio solido con due colonne verticali, un basamento e una corona, creando una struttura rigida a forma di scatola. Questo design minimizza la deflessione anche sotto tonnellaggi estremi.
La rigidità superiore assicura che il maglio rimanga parallelo al basamento durante tutta la corsa, portando a una maggiore precisione del pezzo, una migliore durata dello stampo e l'idoneità per operazioni con stampi progressivi e a trasferimento. Il compromesso è un accesso più limitato all'area dello stampo, tipicamente solo dalla parte anteriore e posteriore.
Comprendere i Compromessi
Nessun singolo tipo di pressa è universalmente superiore; la scelta è sempre una questione di abbinare le capacità della macchina ai requisiti specifici del lavoro.
- Velocità vs. Controllo: Le presse meccaniche sono costruite per la velocità. Le presse idrauliche e servoassistite sono costruite per il controllo sull'applicazione della forza.
- Profilo della Forza: Una pressa meccanica eroga la piena forza solo nella parte inferiore della sua corsa. Una pressa idraulica può erogare la piena forza in qualsiasi punto della sua corsa. Una pressa servoassistita può erogare un profilo di forza programmabile.
- Rigidità vs. Accesso: Un telaio a montanti dritti offre la massima rigidità per lavori di precisione a scapito dell'accessibilità. Un telaio a C offre un'eccellente accesso a scapito della rigidità.
Selezione della Pressa Giusta per la Tua Applicazione
Usa il tuo obiettivo di produzione primario per guidare la tua decisione.
- Se il tuo obiettivo primario è la tranciatura o la coniatura ad alto volume: Una pressa meccanica offre la velocità di ciclo necessaria per la massima produttività.
- Se il tuo obiettivo primario è l'imbutitura profonda o la formatura di parti complesse: Una pressa idraulica fornisce la forza costante e sostenuta necessaria affinché il materiale fluisca correttamente.
- Se il tuo obiettivo primario è la formatura di precisione di materiali ad alta resistenza o esotici: Una pressa servoassistita ti offre il controllo programmabile per ottimizzare il profilo della corsa per risultati perfetti.
- Se il tuo obiettivo primario è l'accessibilità per lavori vari e a tonnellaggio inferiore: Una pressa a telaio a C offre la flessibilità necessaria per allestimenti rapidi e applicazioni diverse.
Comprendere queste classificazioni fondamentali ti consente di selezionare non solo una macchina, ma il processo di produzione giusto per il tuo obiettivo specifico.
Tabella Riepilogativa:
| Classificazione | Tipi Chiave | Caratteristiche Primarie |
|---|---|---|
| Per Fonte di Energia | Meccanica, Idraulica, Servoassistita, Pneumatica | Determina velocità, controllo della forza e flessibilità di applicazione |
| Per Design del Telaio | Telaio a C (A Gola), A Montanti Dritti | Influisce su rigidità, precisione e accessibilità dello stampo |
Stai lottando per scegliere la pressa giusta per il tuo laboratorio o la tua linea di produzione? KINTEK è specializzata nella fornitura di attrezzature e materiali di consumo da laboratorio ad alte prestazioni, comprese presse di precisione su misura per le tue sfide di produzione uniche. Che tu abbia bisogno della velocità di una pressa meccanica, del controllo della forza di un sistema idraulico o della flessibilità programmabile di una pressa servoassistita, i nostri esperti ti aiuteranno a selezionare la soluzione ideale per migliorare efficienza, precisione e produttività. Contattaci oggi per discutere le tue esigenze e scoprire come KINTEK può supportare i tuoi obiettivi di laboratorio e produzione!
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa Idraulica Riscaldata con Piastre Riscaldanti per Camera a Vuoto da Laboratorio
- Pressa Idraulica Manuale Riscaldata ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Macchina per compresse elettrica a punzone singolo Laboratorio pressa per compresse TDP
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio
Domande frequenti
- Qual è la funzione principale di una pressa idraulica riscaldata da laboratorio nel CSP? Rivoluzionare la sinterizzazione di ceramiche a bassa temperatura
- Cos'è una pressa idraulica a caldo? Sfruttare calore e pressione per la produzione avanzata
- A cosa servono le presse idrauliche riscaldate? Stampaggio di compositi, vulcanizzazione della gomma e altro ancora
- Perché viene utilizzata una pressa idraulica riscaldata per la pressatura a caldo dei nastri verdi NASICON? Ottimizza la densità del tuo elettrolita solido
- Quali condizioni tecniche fornisce una pressa idraulica riscaldata per le batterie PEO? Ottimizzare le interfacce allo stato solido

















