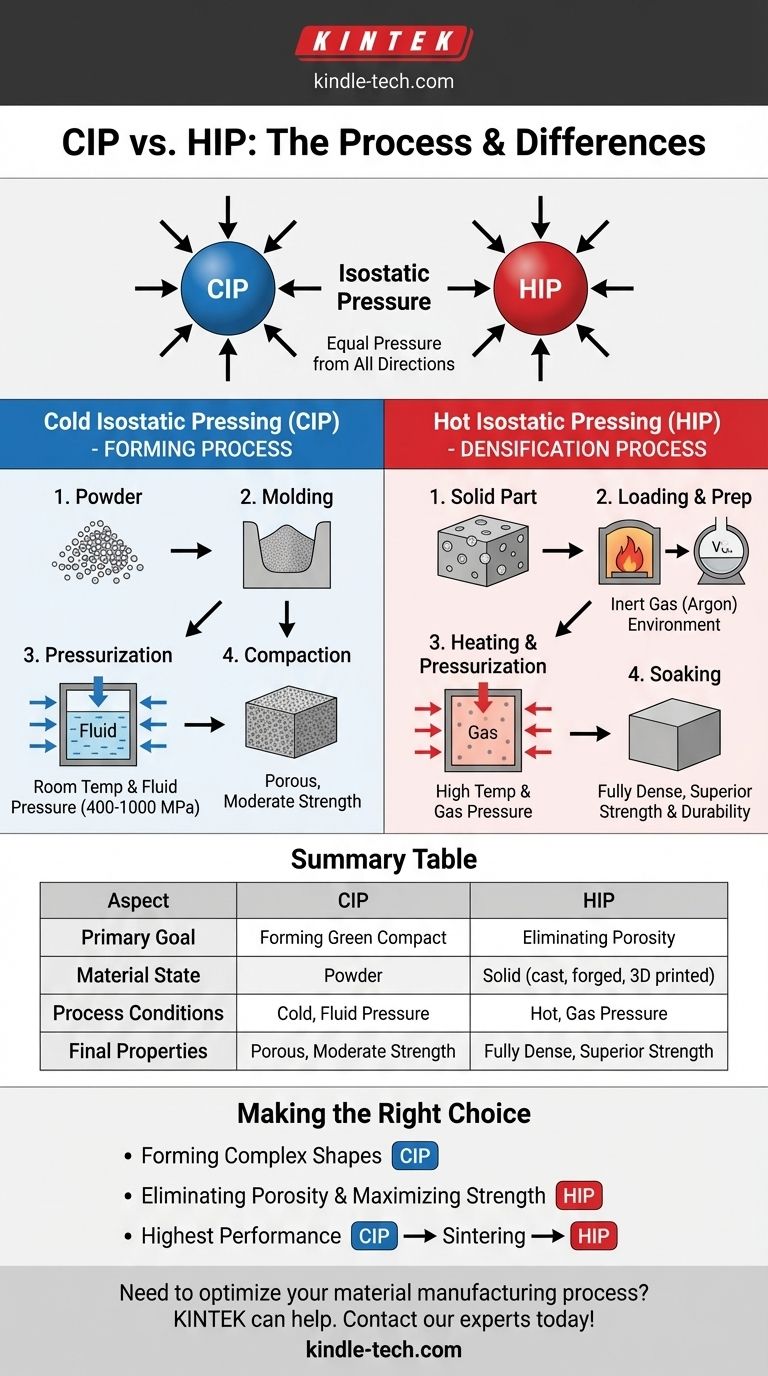
In sostanza, la differenza principale è la temperatura. La Pressatura Isostatica a Freddo (CIP) utilizza una pressione fluida estrema e uniforme a temperatura ambiente per compattare le polveri in una forma solida preliminare chiamata "compatto verde". Al contrario, la Pressatura Isostatica a Caldo (HIP) utilizza sia alta temperatura che alta pressione del gas per eliminare la porosità interna e densificare completamente una parte, migliorandone drasticamente la resistenza e la durabilità.
La distinzione cruciale è il loro ruolo nella produzione. Il CIP è un processo di formatura utilizzato per creare una forma iniziale dalla polvere, mentre l'HIP è un processo di densificazione utilizzato per perfezionare le proprietà finali del materiale di un componente.

Il Principio Fondamentale: Pressione Isostatica
Cosa significa "Isostatico"
Entrambi i processi si basano sul principio della pressione isostatica. Ciò significa semplicemente applicare la pressione uniformemente da tutte le direzioni contemporaneamente.
Immaginate un oggetto immerso in profondità nell'oceano. L'acqua esercita una pressione uguale su ogni singolo punto della sua superficie. Questo è lo stesso principio utilizzato nel CIP e nell'HIP per garantire una compattazione e una densificazione uniformi senza distorcere la forma del pezzo.
Analisi della Pressatura Isostatica a Freddo (CIP)
L'Obiettivo: Formare un "Compatto Verde"
Lo scopo del CIP è prendere una polvere sfusa e compattarla in un oggetto solido e maneggevole. Questa parte risultante è nota come compatto verde — ha forma e una certa resistenza ma è ancora porosa e richiede un successivo processo di riscaldamento (sinterizzazione) per diventare un prodotto finito.
Il Processo Passo-Passo
- Stampaggio: Un materiale in polvere, spesso metallo o ceramica, viene posizionato all'interno di uno stampo flessibile e sigillato fatto di gomma o uretano.
- Pressurizzazione: Questo assemblaggio dello stampo viene immerso in un fluido, tipicamente acqua, all'interno di una camera ad alta pressione.
- Compattazione: Una pressione idraulica estrema (da 400 a 1.000 MPa) viene applicata al fluido, che a sua volta comprime lo stampo uniformemente da tutti i lati, compattando la polvere all'interno.
- Espulsione: La pressione viene rilasciata e il compatto verde, ora solido, viene rimosso dallo stampo, pronto per la fase successiva di produzione come la sinterizzazione.
Analisi della Pressatura Isostatica a Caldo (HIP)
L'Obiettivo: Raggiungere la Piena Densità
Lo scopo dell'HIP è prendere una parte già solida ed eliminare eventuali vuoti interni o porosità. Questo processo cura i difetti interni nelle fusioni, rafforza le parti metalliche stampate in 3D o densifica completamente le parti precedentemente formate tramite CIP e sinterizzazione.
Il Processo Passo-Passo
- Caricamento: Uno o più componenti vengono caricati in un forno, che viene poi sigillato all'interno di un recipiente ad alta pressione.
- Preparazione: Cicli di spurgo e vuoto rimuovono aria, umidità e altri contaminanti dal recipiente per garantire un ambiente puro.
- Riscaldamento e Pressurizzazione: Il recipiente viene riempito con un gas inerte di elevata purezza, solitamente Argon, e la temperatura e la pressione vengono aumentate simultaneamente.
- Mantenimento: La parte viene mantenuta a una specifica alta temperatura e pressione per un periodo prolungato, spesso da 8 a 12 ore. La combinazione di calore (che ammorbidisce il materiale) e pressione isostatica collassa tutti i pori interni.
- Raffreddamento: Il recipiente viene raffreddato, a volte rapidamente in un processo che agisce come la tempra. Il gas viene rilasciato, spesso per essere pulito e riciclato, e le parti completamente densificate vengono rimosse.
Comprendere le Differenze Chiave
Scopo: Formatura vs. Densificazione
Questa è la distinzione più critica. Il CIP crea la forma. L'HIP perfeziona il materiale. Una parte potrebbe subire il CIP per essere formata e poi, dopo la sinterizzazione, subire l'HIP per raggiungere il massimo potenziale di prestazione.
Stato del Materiale: Polvere vs. Solido
Il CIP inizia quasi esclusivamente con la polvere come materiale di input. L'HIP, d'altra parte, viene utilizzato su parti solide che possono essere state fuse, forgiate, stampate in 3D o create tramite metallurgia delle polveri.
Condizioni di Processo: Fluido Freddo vs. Gas Caldo
Il CIP è un processo a freddo che utilizza un mezzo liquido (acqua) per trasmettere la pressione. L'HIP è un processo termico ad alta temperatura che utilizza un gas inerte (Argon) per applicare la pressione.
Proprietà Finali
Il CIP produce un compatto verde poroso e con una resistenza solo moderata. È un passaggio intermedio. L'HIP produce un componente finale completamente denso, privo di difetti interni e che possiede proprietà meccaniche superiori come resistenza e durabilità.
Fare la Scelta Giusta per il Tuo Obiettivo
- Se il tuo obiettivo principale è creare una forma iniziale complessa dalla polvere: Il CIP è il passaggio di formatura corretto per produrre un compatto verde prima della sinterizzazione.
- Se il tuo obiettivo principale è eliminare la porosità e massimizzare la resistenza di un componente critico: L'HIP è il passaggio essenziale di densificazione finale o quasi finale.
- Se il tuo obiettivo principale è raggiungere le massime prestazioni possibili da un materiale in polvere: Spesso userai entrambi i processi in sequenza — CIP per formare, seguito da sinterizzazione e poi HIP per ottenere la piena densità.
In definitiva, la scelta del processo giusto dipende interamente dalla fase del percorso di produzione in cui si trova il tuo materiale.
Tabella Riepilogativa:
| Aspetto | Pressatura Isostatica a Freddo (CIP) | Pressatura Isostatica a Caldo (HIP) |
|---|---|---|
| Obiettivo Primario | Formare un "compatto verde" dalla polvere | Eliminare la porosità nelle parti solide |
| Stato del Materiale | Polvere | Solido (fuso, forgiato, stampato in 3D) |
| Condizioni di Processo | Temperatura ambiente, pressione fluida (400-1000 MPa) | Alta temperatura, pressione di gas inerte (Argon) |
| Proprietà Finali | Poroso, resistenza moderata (richiede sinterizzazione) | Completamente denso, resistenza e durabilità superiori |
Devi ottimizzare il tuo processo di produzione dei materiali? Che tu stia formando forme complesse dalla polvere con il CIP o raggiungendo la massima densità e resistenza con l'HIP, l'esperienza di KINTEK in attrezzature da laboratorio e materiali di consumo può aiutarti a selezionare la tecnologia giusta per le esigenze specifiche del tuo laboratorio. Contatta i nostri esperti oggi stesso per discutere come le nostre soluzioni possono migliorare le prestazioni dei tuoi materiali e l'efficienza della produzione!
Guida Visiva
Prodotti correlati
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
- Pressa Isostatica a Freddo Elettrica da Laboratorio CIP per Pressatura Isostatica a Freddo
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
Domande frequenti
- Perché le presse isostatiche a caldo (WIP) sono necessarie per le batterie a stato solido? Raggiungere un contatto a livello atomico
- Quali vantaggi offre una pressa isostatica a caldo rispetto a una pressa uniassiale tradizionale per i fogli di elettrolita Li6PS5Cl?
- A cosa serve una pressa isostatica? Ottenere densità uniforme ed eliminare i difetti
- Qual è la funzione di una pressa isostatica a caldo (WIP) nelle celle a sacchetto interamente a stato solido? Ottimizzare la densità della batteria
- Quanto dura la pressatura isostatica a caldo? Svelare le variabili che controllano il tempo ciclo

















