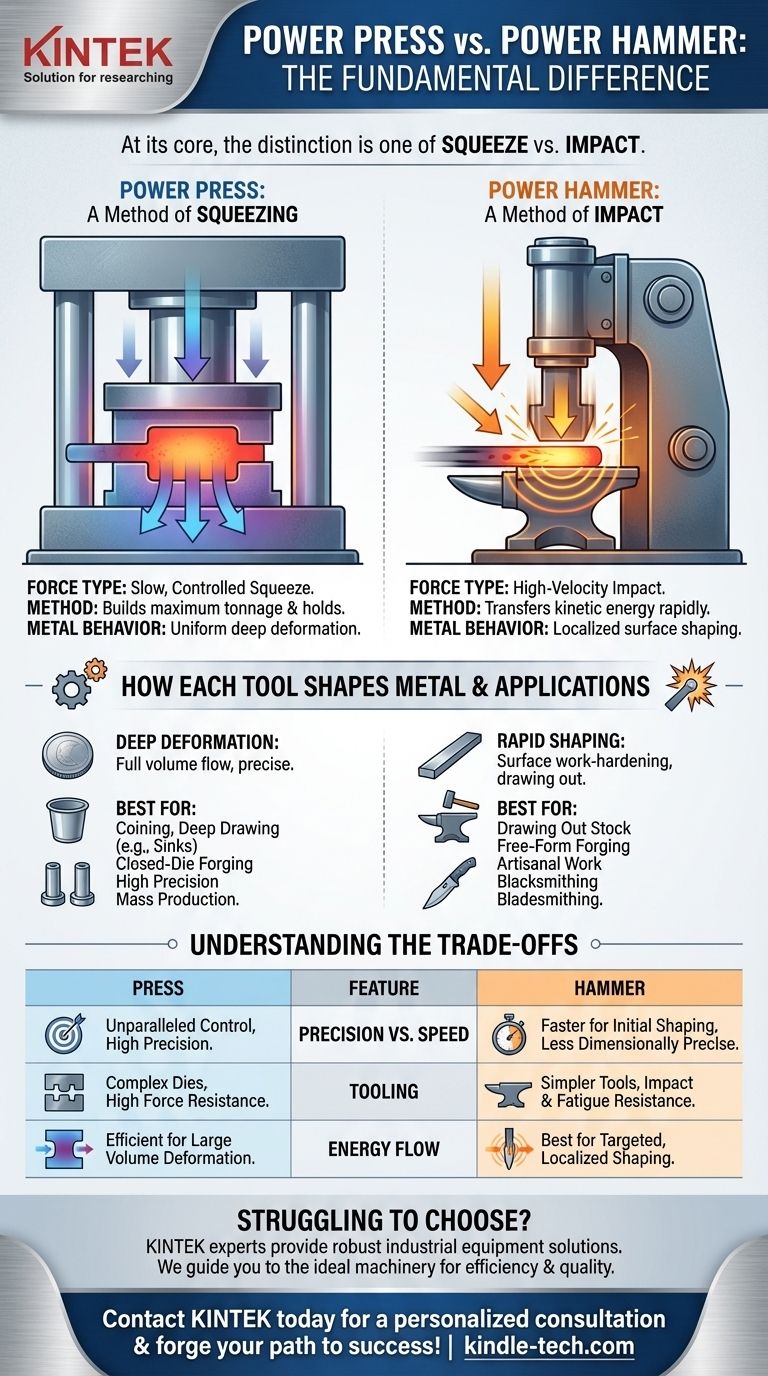
In sostanza, la distinzione è tra spremitura e impatto. Una pressa meccanica utilizza una forza di compressione lenta, controllata ed enorme per deformare il metallo, mentre un maglio a potenza utilizza colpi ripetitivi e ad alta velocità per modellare il materiale tramite impatto. Il metodo di applicazione della forza modifica fondamentalmente il comportamento del metallo e determina l'uso ideale per ciascuna macchina.
La scelta fondamentale tra una pressa e un maglio è una scelta di processo. Una pressa viene scelta per una deformazione controllata e uniforme attraverso l'intero pezzo, mentre un maglio viene selezionato per la formatura rapida, spesso superficiale, e per l'allungamento del materiale.

La meccanica dell'applicazione della forza
Per capire quando usare ciascuna macchina, devi prima comprendere come trasmettono energia al pezzo. I loro metodi sono fondamentalmente diversi e producono risultati distinti nella struttura del metallo.
La pressa meccanica: un metodo di compressione
Una pressa meccanica applica la forza gradualmente e continuamente durante la sua corsa. Che sia meccanica o idraulica, il suo scopo è raggiungere una forza massima (misurata in tonnellaggio) e mantenerla, spremendo il metallo in una nuova forma all'interno di uno stampo.
Pensala come un enorme schiaccianoci automatizzato. La forza è prevedibile e penetra in profondità nel materiale, facendo fluire l'intero volume del metallo e conformarsi alla forma dello stampo.
Il maglio a potenza: un metodo di impatto
Un maglio a potenza opera sul principio dell'energia cinetica. Accelera rapidamente un maglio o un maglio pesante e lo porta a un arresto improvviso contro il pezzo. Questo trasferisce una grande quantità di energia in un lasso di tempo molto breve.
Questa azione è analoga al braccio di un fabbro, ma con molta più potenza e velocità. La forza è dinamica e concentrata nel punto di impatto, rendendola ideale per spostare rapidamente il metallo.
Come ogni strumento modella il metallo
La differenza tra una lenta compressione e un rapido impatto ha effetti profondi sulla struttura a grana interna del metallo. Questo determina i tipi di lavori per cui ciascuna macchina è più adatta.
Deformazione profonda in una pressa
La pressione sostenuta di una pressa conferisce alla struttura cristallina del metallo il tempo di muoversi e riallinearsi. Questa "deformazione plastica" avviene uniformemente attraverso lo spessore del materiale.
Ciò rende le presse la scelta superiore per operazioni che richiedono alta precisione e dettagli, come la coniatura, la tranciatura profonda (come la formazione di un lavello da cucina) e la forgiatura a stampo chiuso dove la forma finale è complessa.
Formatura rapida da un maglio
I colpi netti di un maglio creano un effetto diverso. L'impatto deforma principalmente il metallo vicino alla superficie e l'energia si dissipa mentre viaggia più in profondità. Questo è molto efficace per allungare il materiale grezzo (rendendolo più lungo e sottile).
Questo processo incrudisce anche la superficie del metallo. I magli a potenza eccellono nella forgiatura a stampo aperto o a forma libera in cui un operatore manipola manualmente il pezzo tra i colpi, rendendoli un punto fermo per fabbri e fabbri di lame.
Comprendere i compromessi
Scegliere la macchina sbagliata per un compito porta a inefficienza, scarsa qualità o fallimento completo. La decisione richiede la comprensione dei loro limiti intrinseci.
Precisione contro velocità
Una pressa offre un controllo senza pari sulle dimensioni finali. La sua corsa è fissa e la sua forza è misurabile, rendendola perfetta per la produzione di massa di parti identiche.
Un maglio è significativamente più veloce per la formatura iniziale e la sagomatura grezza. I suoi colpi ripetitivi possono spostare il metallo molto più rapidamente del singolo ciclo di una pressa, ma con minore precisione dimensionale.
Complessità degli utensili e degli stampi
Gli utensili per presse devono essere progettati per resistere a forze immense e sostenute su tutta la loro superficie. Gli stampi sono spesso complessi e rappresentano un investimento significativo.
Gli utensili per magli sono generalmente più semplici, spesso costituiti da stampi piatti o sagomati (noti come incudini e palette). Questi strumenti devono essere incredibilmente resistenti per resistere allo shock e alla fatica degli impatti ripetuti.
Energia e flusso del materiale
Una pressa è più efficiente dal punto di vista energetico per deformare l'intero volume di un pezzo grande perché la forza viene applicata una volta e agisce attraverso il materiale.
L'energia di un maglio è migliore per la formatura mirata e localizzata. È meno efficace nel modellare uniformemente un pezzo molto spesso, poiché l'energia dell'impatto potrebbe non penetrare completamente.
Fare la scelta giusta per il tuo obiettivo
Il tuo obiettivo specifico determina quale macchina è lo strumento giusto per il lavoro.
- Se la tua attenzione principale è la precisione ripetibile e ad alto volume: Scegli una pressa meccanica per il suo controllo senza pari in operazioni come coniatura, stampaggio e forgiatura a stampo chiuso.
- Se la tua attenzione principale è la forgiatura artigianale o personalizzata: Scegli un maglio a potenza per la sua velocità e versatilità nell'allungare il materiale e nella formatura a forma libera di parti uniche.
- Se la tua attenzione principale è la scomposizione di grandi lingotti o la preformatura di billette: Una grande pressa da forgiatura fornisce la deformazione profonda e uniforme necessaria, mentre un maglio può essere utilizzato per la formatura iniziale e la sgrezzatura.
In definitiva, la scelta della macchina giusta deriva dalla comprensione che stai scegliendo non solo uno strumento, ma un metodo specifico di manipolazione del metallo.
Tabella riassuntiva:
| Caratteristica | Pressa meccanica | Maglio a potenza |
|---|---|---|
| Tipo di forza | Compressione lenta e controllata | Impatto ad alta velocità |
| Uso principale | Precisione, deformazione profonda (es. coniatura, tranciatura profonda) | Formatura rapida, superficiale (es. allungamento, forgiatura a forma libera) |
| Ideale per | Parti ripetibili ad alto volume | Forgiatura artigianale, personalizzata |
| Flusso del metallo | Uniforme in tutto il pezzo | Localizzato nel punto di impatto |
Hai difficoltà a scegliere l'attrezzatura giusta per le tue esigenze di forgiatura o formatura dei metalli? Gli esperti di KINTEK sono qui per aiutarti. Siamo specializzati nella fornitura di apparecchiature di laboratorio e industriali robuste, comprese soluzioni per il collaudo e la preparazione dei materiali. Sia che il tuo progetto richieda la precisione di una pressa o la versatilità di un maglio, possiamo guidarti verso i macchinari ideali per la tua applicazione specifica, garantendo efficienza e qualità nei risultati.
Contatta KINTEK oggi stesso per una consulenza personalizzata e lascia che ti aiutiamo a forgiare un percorso verso il successo!
Guida Visiva
Prodotti correlati
- Macchina per compresse elettrica a punzone singolo Laboratorio pressa per compresse TDP
- Macchina per pressatura di compresse elettrica a punzone singolo TDP
- Pressa Idraulica Riscaldata con Piastre Riscaldanti per Camera a Vuoto da Laboratorio
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
Domande frequenti
- Cos'è una macchina comprimitrice a pugno singolo? Compressione di precisione per R&S e piccoli lotti
- Quali sono le diverse parti di una macchina comprimitrice a colpo singolo? Spiegazione dei componenti principali
- Qual è il vantaggio di una macchina per compresse a punzone singolo? Ideale per R&S a basso spreco e test di formulazione
- Cos'è una macchina comprimitrice a pugno singolo? Lo strumento essenziale per la R&S su compresse in scala di laboratorio
- Qual è il principio di una pressa per compresse a punzone singolo? Una guida alla produzione di precisione su scala di laboratorio

















