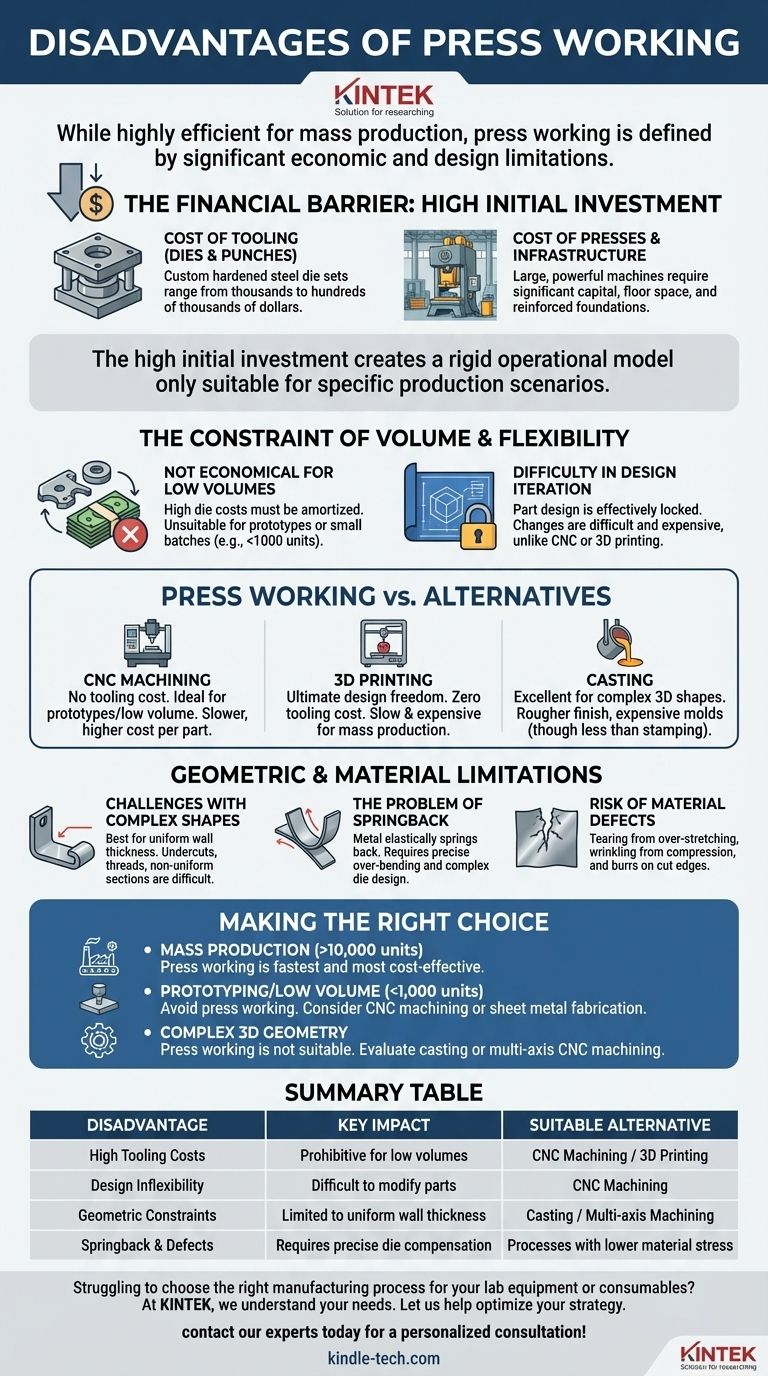
Sebbene sia estremamente efficiente per la produzione di massa, la lavorazione a pressa è definita dai suoi significativi limiti economici e di progettazione. I principali svantaggi sono i costi iniziali eccezionalmente elevati degli utensili, la sua mancanza di redditività economica per la produzione a basso volume e i suoi vincoli intrinseci sulla geometria e complessità dei pezzi.
La lavorazione a pressa offre velocità e convenienza senza pari su larga scala, ma questa efficienza è ripagata da un elevato investimento iniziale e una flessibilità di progettazione limitata. Comprendere questo fondamentale compromesso è la chiave per selezionare il processo di produzione giusto per le tue esigenze.

La barriera finanziaria: elevato investimento iniziale
L'ostacolo più significativo all'adozione della lavorazione a pressa è il capitale sostanziale richiesto prima che venga prodotto un singolo pezzo. Questo costo è concentrato negli utensili e nei macchinari.
Il costo degli utensili (stampi e punzoni)
Il cuore di qualsiasi operazione di lavorazione a pressa è il set di stampi. Questo è uno strumento personalizzato realizzato in acciaio temprato che forma o taglia con precisione la lamiera.
La progettazione e la produzione di uno stampo pronto per la produzione è un processo altamente specializzato e costoso. I costi possono variare da migliaia a centinaia di migliaia di dollari, a seconda della complessità, delle dimensioni e della durata richiesta del pezzo.
Il costo delle presse e delle infrastrutture
Oltre allo stampo stesso, il processo richiede grandi e potenti presse meccaniche o idrauliche. Queste macchine rappresentano una spesa di capitale importante e richiedono un significativo spazio in fabbrica e spesso fondamenta in cemento armato per gestire il loro peso e le forze operative.
Il vincolo di volume e flessibilità
L'elevato investimento iniziale crea un modello operativo rigido, adatto solo a scenari di produzione specifici.
Non economico per bassi volumi
L'elevato costo dello stampo deve essere ammortizzato sul numero totale di pezzi prodotti. Ciò rende la lavorazione a pressa completamente inadatta per prototipi, piccoli lotti o cicli di produzione a basso volume.
Per essere conveniente, i volumi di produzione devono tipicamente essere nell'ordine delle decine di migliaia, centinaia di migliaia o persino milioni di unità.
Difficoltà nell'iterazione del design
Una volta prodotto uno stampo, il design del pezzo è essenzialmente bloccato. Apportare anche piccole modifiche al pezzo può essere incredibilmente difficile e costoso, spesso richiedendo che lo stampo venga ampiamente rielaborato o completamente rifatto.
Questa mancanza di flessibilità è in netto contrasto con processi come la lavorazione CNC o la stampa 3D, dove le modifiche al design possono essere apportate semplicemente modificando un file digitale.
Comprendere i compromessi: lavorazione a pressa vs. alternative
Gli svantaggi della lavorazione a pressa diventano più chiari se confrontati con altri metodi di produzione comuni. Non è un processo intrinsecamente "cattivo", ma piuttosto uno specializzato.
Lavorazione a pressa vs. lavorazione CNC
La lavorazione CNC taglia il materiale da un blocco solido. Non ha praticamente costi di attrezzaggio, rendendola ideale per prototipi e bassi volumi. Può anche produrre geometrie molto più complesse.
Tuttavia, la lavorazione è un processo molto più lento, con un costo per pezzo significativamente più elevato per alti volumi rispetto alla velocità di stampaggio di pochi secondi per pezzo.
Lavorazione a pressa vs. stampa 3D (produzione additiva)
La stampa 3D offre la massima libertà di progettazione ed è il processo di riferimento per pezzi unici e prototipi complessi. Ha zero costi di attrezzaggio.
La sua limitazione principale è la velocità e le proprietà dei materiali. Attualmente è troppo lenta e costosa per la produzione di massa di semplici parti metalliche, che è esattamente il punto di forza della lavorazione a pressa.
Lavorazione a pressa vs. fusione
La fusione comporta la colata di metallo fuso in uno stampo. È eccellente per creare forme molto complesse, spesse o tridimensionali che sono impossibili da stampare da una lamiera.
Tuttavia, la fusione generalmente produce una finitura superficiale più ruvida e potrebbe richiedere operazioni di lavorazione secondarie. Anche l'attrezzatura per la fusione (stampi) è costosa, sebbene tipicamente meno degli stampi progressivi per stampaggio ad alto volume.
Limitazioni geometriche e materiali
Anche per i pezzi ad alto volume, la lavorazione a pressa impone vincoli fondamentali su ciò che può essere progettato.
Sfide con forme complesse
La lavorazione a pressa è più adatta per pezzi con uno spessore di parete relativamente uniforme. Caratteristiche come sottosquadri, filettature o sezioni spesse non uniformi sono estremamente difficili o impossibili da creare in un singolo processo di stampaggio.
Il problema del ritorno elastico
Dopo essere stato formato nello stampo, il metallo tende a "ritornare elasticamente" leggermente verso la sua forma piatta originale. I progettisti di stampi devono prevedere questo effetto e sovra-piegare il pezzo per compensare, il che aggiunge complessità e rischio alla fase di progettazione dell'utensile.
Rischio di difetti del materiale
Il processo di stiramento e piegatura della lamiera può introdurre difetti. Lo strappo può verificarsi se il materiale viene stirato troppo, mentre la formazione di pieghe può accadere se il materiale si comprime in modo improprio. I bordi tagliati presentano anche bave che potrebbero richiedere un processo di sbavatura secondario.
Fare la scelta giusta per il tuo progetto
La selezione del processo corretto dipende interamente dai tuoi obiettivi specifici per volume, costo e complessità del design.
- Se il tuo obiettivo principale è la produzione di massa (>10.000 unità) di un design finalizzato e relativamente semplice: la lavorazione a pressa è quasi certamente la soluzione più economica e veloce.
- Se il tuo obiettivo principale è la prototipazione o la produzione a basso volume (<1.000 unità): evita la lavorazione a pressa a causa dei costi proibitivi degli utensili; considera la lavorazione CNC o la fabbricazione di lamiere (taglio laser e piegatura).
- Se il tuo obiettivo principale è creare un pezzo con una geometria 3D altamente complessa o uno spessore di parete variabile: la lavorazione a pressa non è adatta; dovresti valutare la fusione o la lavorazione CNC multi-asse.
Pesando gli elevati costi iniziali e i vincoli di progettazione rispetto alla sua incredibile velocità su scala, puoi determinare con sicurezza se la lavorazione a pressa si allinea con i tuoi obiettivi di produzione.
Tabella riassuntiva:
| Svantaggio | Impatto chiave | Alternativa adatta |
|---|---|---|
| Costi elevati degli utensili | Proibitivo per bassi volumi (<1.000 unità) | Lavorazione CNC / Stampa 3D |
| Inflessibilità del design | Difficile modificare i pezzi dopo l'attrezzaggio | Lavorazione CNC (modifiche digitali) |
| Vincoli geometrici | Limitato a spessore di parete uniforme; nessun sottosquadro | Fusione / Lavorazione multi-asse |
| Ritorno elastico e difetti | Richiede una precisa compensazione dello stampo; rischio di strappi/pieghe | Processi con minore sollecitazione del materiale |
Stai lottando per scegliere il giusto processo di produzione per le tue apparecchiature o materiali di consumo da laboratorio? Noi di KINTEK comprendiamo che la scelta tra lavorazione a pressa, lavorazione CNC o stampa 3D è fondamentale per il successo del tuo progetto. Che tu abbia bisogno di efficienza ad alto volume o di prototipazione flessibile per strumenti di laboratorio, la nostra esperienza nella produzione di apparecchiature da laboratorio ti garantisce la soluzione più economica e tecnicamente adatta.
Lasciaci aiutare a ottimizzare la tua strategia di produzione—contatta i nostri esperti oggi stesso per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Pressa Idraulica Riscaldata Automatica ad Alta Temperatura con Piastre Riscaldate per Laboratorio
- Macchina per compresse elettrica a punzone singolo Laboratorio pressa per compresse TDP
- Pressa Idraulica Riscaldata Automatica con Piastre Riscaldate per Pressa a Caldo da Laboratorio
- Pressa Idraulica da Laboratorio Macchina per Presse per Pellet per Glove Box
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Cos'è una pressa idraulica a caldo? Sfruttare calore e pressione per la produzione avanzata
- Perché una pressa idraulica da laboratorio riscaldata è necessaria per i laminati compositi? Ottenere un'integrità strutturale priva di vuoti
- Perché viene utilizzata una pressa idraulica riscaldata per la pressatura a caldo dei nastri verdi NASICON? Ottimizza la densità del tuo elettrolita solido
- Perché la funzione di riscaldamento di una pressa idraulica da laboratorio è essenziale per l'assemblaggio dell'MEA nelle DEFC? Ottimizza il Legame Cellulare
- A cosa serve una pressa idraulica riscaldata? Strumento essenziale per la polimerizzazione, lo stampaggio e la laminazione

















