Nel processo di saldatura a rifusione (reflow), la temperatura di picco si aggira tipicamente tra 240°C e 250°C per le comuni paste saldanti senza piombo. Tuttavia, questa temperatura di picco è solo una parte di una sequenza termica attentamente controllata, nota come profilo di reflow, essenziale per creare giunti di saldatura affidabili senza danneggiare i componenti.
La chiave è capire che la "temperatura di reflow" non è un valore singolo ma un profilo termico a più stadi. La saldatura di successo di una scheda a circuito stampato dipende dalla gestione della temperatura e del tempo attraverso quattro fasi distinte: preriscaldamento, soak, reflow e raffreddamento.

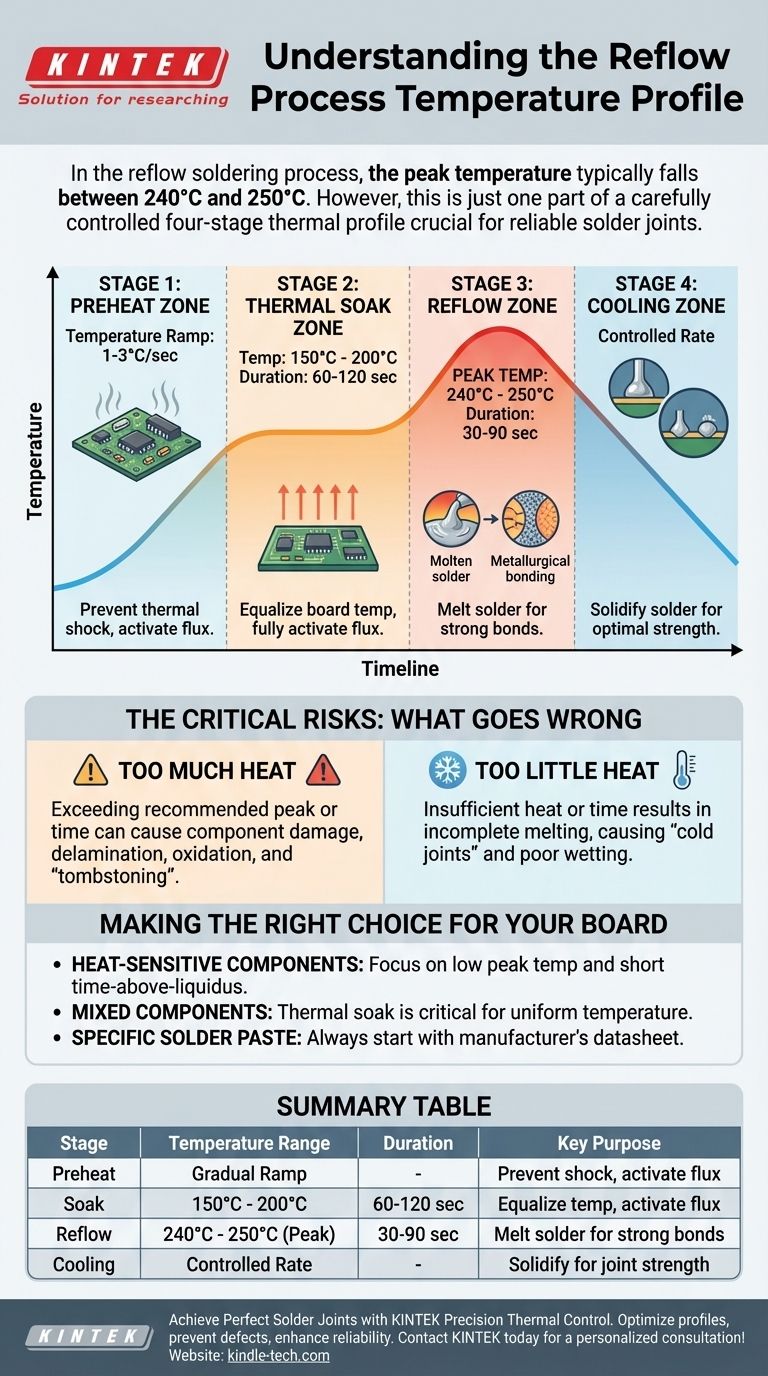
I Quattro Stadi del Profilo di Reflow
Un profilo di reflow è un grafico tempo-temperatura che una scheda a circuito stampato (PCB) segue durante il processo di saldatura. Ogni stadio ha uno scopo specifico, e sbagliare anche uno solo di essi può portare a difetti di fabbricazione.
Stadio 1: La Zona di Preriscaldamento
Lo stadio iniziale prevede l'aumento della temperatura dell'intero assemblaggio della scheda a una velocità controllata, tipicamente 1-3°C al secondo.
Questo graduale aumento previene lo shock termico, che può causare crepe nei componenti o nella PCB stessa. Inizia anche ad attivare il flussante nella pasta saldante, che avvia il processo di pulizia sui terminali dei componenti e sui pad della PCB.
Stadio 2: La Zona di Soak Termico
Successivamente, l'assemblaggio viene mantenuto a una temperatura stabile, solitamente tra 150°C e 200°C, per 60-120 secondi.
Questo stadio consente alle temperature su tutta la scheda di uniformarsi. Assicura che i componenti grandi si riscaldino alla stessa velocità di quelli piccoli e dà al flussante il tempo sufficiente per attivarsi completamente e rimuovere gli ossidi prima della saldatura.
Stadio 3: La Zona di Reflow
Questa è la fase critica in cui la temperatura del forno sale al di sopra del punto di fusione della saldatura (la sua temperatura di liquidus).
Per le saldature comuni senza piombo (come le leghe Sn/Ag/Cu), la temperatura di picco raggiunge i 240°C-250°C. L'assemblaggio rimane in questa zona solo per il tempo necessario – tipicamente 30-90 secondi – affinché la pasta saldante si sciolga completamente, fluisca (o "bagni") e formi forti legami metallurgici.
Stadio 4: La Zona di Raffreddamento
Infine, la scheda viene raffreddata a una velocità controllata. La velocità di raffreddamento è altrettanto importante quanto la velocità di riscaldamento.
Un raffreddamento troppo lento può portare a giunti di saldatura fragili. Un raffreddamento troppo rapido può indurre shock termico. L'obiettivo è solidificare la saldatura in una struttura a grana fine che fornisca resistenza e affidabilità ottimali.
I Rischi Critici: Cosa Va Storto
Deviare dal profilo di reflow ideale introduce rischi significativi che possono portare a guasti immediati o latenti del prodotto. Comprendere questi compromessi è fondamentale per il controllo del processo.
Il Problema del Calore Eccessivo
Superare la temperatura di picco o il tempo raccomandati può causare danni ai componenti, delaminazione degli strati della PCB e ossidazione del giunto di saldatura. Può anche portare a un difetto chiamato "tombstoning", in cui un piccolo componente si solleva da un pad e si posiziona verticalmente.
Il Pericolo di Troppo Poco Calore
Un calore o un tempo insufficienti durante lo stadio di reflow comportano una fusione incompleta della saldatura. Questo crea connessioni deboli e inaffidabili note come "giunti freddi". Può anche causare una scarsa "bagnatura", dove la saldatura non riesce a fluire correttamente e a legarsi con il terminale del componente e il pad.
Fare la Scelta Giusta per la Tua Scheda
Il profilo di reflow ideale non è universale; deve essere adattato ai componenti specifici, alla pasta saldante e al design della scheda che stai utilizzando.
- Se la tua scheda utilizza componenti sensibili al calore: Il tuo obiettivo principale deve essere mantenere la temperatura di picco il più bassa possibile e il tempo al di sopra del liquidus il più breve possibile, pur ottenendo un giunto di saldatura valido.
- Se la tua scheda ha componenti grandi mescolati a piccoli: Lo stadio di soak termico è il tuo strumento più critico per assicurare che tutte le parti della scheda raggiungano una temperatura uniforme prima del picco di reflow finale.
- Se stai utilizzando una pasta saldante specifica: Inizia sempre con la scheda tecnica del produttore, che fornisce il profilo termico raccomandato per quella esatta composizione chimica.
In definitiva, padroneggiare il processo di reflow significa raggiungere un preciso equilibrio termico su tutto l'assemblaggio.
Tabella Riepilogativa:
| Stadio | Intervallo di Temperatura | Durata | Scopo Chiave |
|---|---|---|---|
| Preriscaldamento | Rampa Graduale (1-3°C/sec) | - | Prevenire shock termico, attivare il flussante |
| Soak | 150°C - 200°C | 60-120 sec | Uniformare la temperatura della scheda, attivare completamente il flussante |
| Reflow | 240°C - 250°C (Picco) | 30-90 sec | Fondere la saldatura per forti legami metallurgici |
| Raffreddamento | Velocità Controllata | - | Solidificare la saldatura per una resistenza ottimale del giunto |
Ottieni Giunti di Saldatura Perfetti con un Controllo Termico di Precisione
Hai problemi con tombstoning, giunti freddi o danni ai componenti? KINTEK è specializzata in attrezzature da laboratorio e materiali di consumo per la produzione elettronica, inclusi forni di reflow di precisione e soluzioni di profilazione termica. La nostra esperienza ti aiuta a:
- Ottimizzare il tuo profilo di reflow per componenti e paste saldanti specifici
- Prevenire difetti di fabbricazione con un controllo preciso della temperatura
- Migliorare l'affidabilità del prodotto attraverso una gestione termica coerente
Lascia che il nostro team ti aiuti a padroneggiare il processo di reflow. Contatta KINTEK oggi per una consulenza personalizzata sulle tue sfide di saldatura!
Guida Visiva
Prodotti correlati
- Forno di essiccazione sotto vuoto da laboratorio verticale da 56L
- Fornace a muffola ad alta temperatura per sbozzatura e pre-sinterizzazione da laboratorio
- 23L Forno Sottovuoto da Laboratorio
- Forno di essiccazione a convezione scientifico da laboratorio elettrico
- Fornace di Grafittizzazione per Film ad Alta Conducibilità Termica al Vuoto di Grafite
Domande frequenti
- Perché viene raccomandato un essiccatore sottovuoto da laboratorio per le microsfere di PBAT? Proteggere l'integrità del polimero sensibile
- Quali sono i vantaggi dell'utilizzo di un essiccatore sottovuoto per SiO2@AuAg/PDA? Ottimizza l'integrità della tua nanostruttura
- Quale ruolo svolge un essiccatore sottovuoto da laboratorio nell'elaborazione di campioni di polvere di nanoparticelle? Proteggere l'integrità del campione
- Perché viene raccomandato un essiccatore sottovuoto da laboratorio per i residui di paglia di riso? Proteggi l'integrità della tua biomassa
- Qual è l'importanza di utilizzare un essiccatore sotto vuoto da laboratorio? Preservare l'integrità delle microcapsule a rilascio lento






