In breve, l'assemblaggio dello stampo è il processo sistematico in cui tutti i singoli componenti lavorati e acquistati — dagli inserti di anima e cavità ai perni di espulsione e alle boccole di guida — vengono meticolosamente assemblati per creare uno stampo a iniezione completamente funzionale. Questa fase critica va oltre la semplice costruzione; è una convalida completa del design dello stampo, dell'accuratezza della lavorazione e della prontezza operativa prima che esso venga utilizzato in una macchina di stampaggio.
L'assemblaggio dello stampo non è meramente un compito meccanico. È il cancello di controllo qualità finale e cruciale che trasforma una collezione di parti di precisione in uno strumento di produzione affidabile e ad alte prestazioni, determinando direttamente la qualità del prodotto finale e la longevità dello stampo stesso.

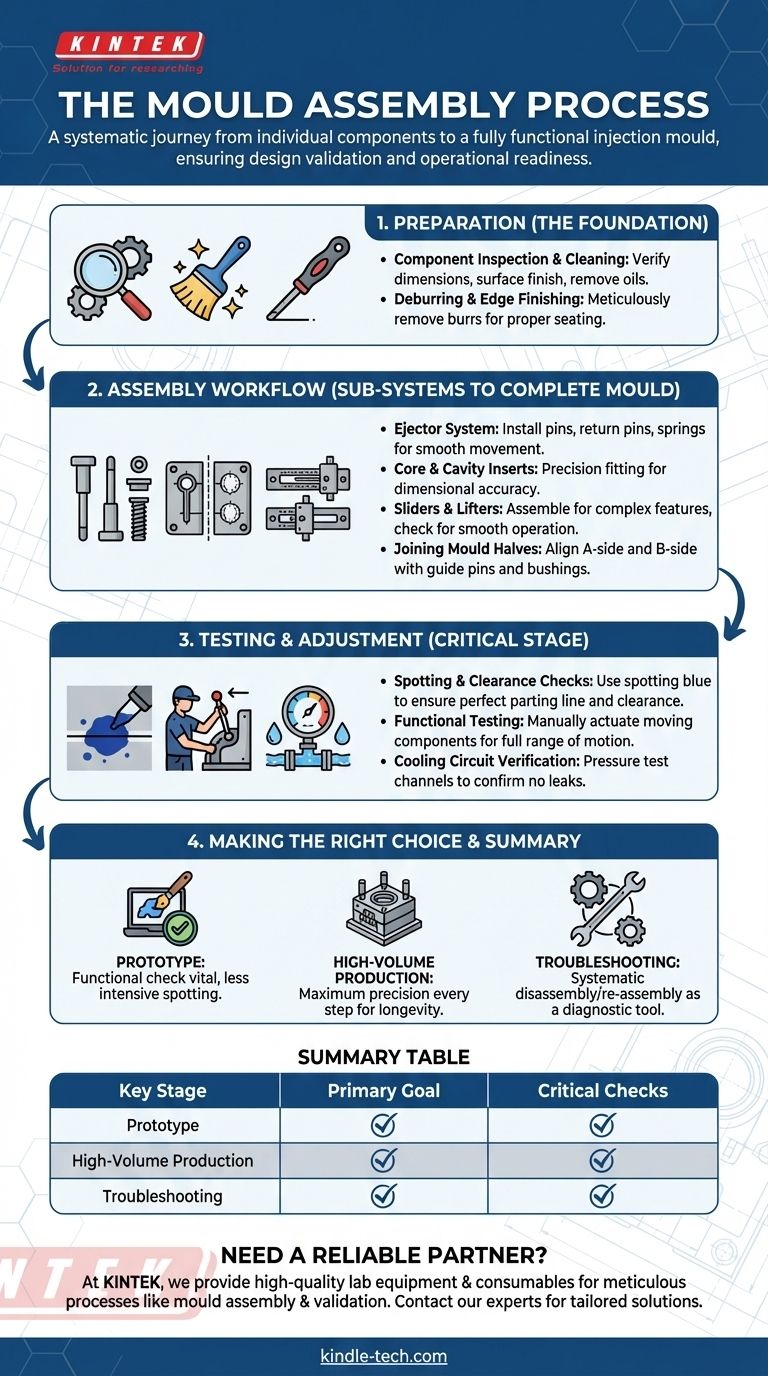
Le Fondamenta: Preparazione Prima dell'Assemblaggio
Prima che qualsiasi componente venga assemblato, è essenziale una rigorosa fase di preparazione. Saltare questo passaggio fondamentale è la fonte più comune di problemi, che porta a usura prematura, difetti delle parti e costose rilavorazioni.
Ispezione e Pulizia dei Componenti
Ogni singolo componente, sia esso lavorato internamente o acquistato, deve essere accuratamente ispezionato rispetto al suo disegno di progetto. Questo verifica dimensioni, tolleranze e finiture superficiali. Tutte le parti devono anche essere pulite per rimuovere rivestimenti protettivi, oli di lavorazione e qualsiasi detrito.
Sbavatura e Finitura dei Bordi
I processi di lavorazione lasciano spesso bordi affilati o piccole bave sui componenti. Questi devono essere meticolosamente rimossi a mano. Una piccola bava può impedire alle parti di posizionarsi correttamente, causare graffi sulle superfici adiacenti e, in ultima analisi, portare a un guasto prematuro dello stampo.
Il Flusso di Lavoro dell'Assemblaggio: Dai Sottosistemi a uno Stampo Completo
L'assemblaggio segue una sequenza logica, tipicamente costruendo le due metà dello stampo (il "lato A" fisso e il "lato B" mobile) prima di unirle. Questo è un lavoro che richiede una comprensione completa sia della struttura dello stampo che del processo di stampaggio a iniezione.
Costruzione del Sistema di Espulsione
Sul lato B dello stampo, il sistema di espulsione viene tipicamente assemblato per primo. Ciò comporta l'installazione dei perni di espulsione, dei perni di ritorno e delle molle nelle piastre di espulsione. L'intero sistema deve muoversi liberamente e uniformemente.
Installazione degli Inserti di Anima e Cavità
Le superfici di formatura primarie — gli inserti di anima e cavità — vengono accuratamente inserite nelle rispettive piastre dello stampo. La precisione è fondamentale qui, poiché il loro allineamento determina lo spessore della parete della parte finale e l'accuratezza dimensionale.
Assemblaggio di Slitte e Sollevatori
Per parti con sottosquadri o caratteristiche complesse, sono necessarie slitte meccaniche e sollevatori. Questi sottoassiemi vengono installati e controllati per garantire un movimento fluido e senza bloccaggi. La loro temporizzazione e interazione con altri componenti dello stampo sono critiche.
Unione delle Metà dello Stampo
Infine, le due metà complete dello stampo vengono unite. I perni di guida e le boccole, che assicurano un allineamento perfetto tra i lati A e B, vengono installati e controllati per un accoppiamento preciso e fluido.
La Fase Cruciale: Test e Regolazione
Una volta che lo stampo è completamente assemblato, viene sottoposto a una serie di test manuali per verificarne la funzione prima di essere installato in una pressa di stampaggio. Questo è un processo iterativo di test, misurazione e micro-regolazioni.
Controlli di Spottatura e Gioco
Uno strato sottile di blu di spottatura (come il blu di Prussia di Dykem) viene applicato su una superficie e lo stampo viene chiuso. Quando aperto, il trasferimento dell'inchiostro blu rivela i punti esatti di contatto. Questo assicura che la linea di giunzione si chiuda perfettamente per prevenire bave, e che ci sia un gioco adeguato per tutte le parti in movimento.
Test Funzionali
Il tecnico azionerà manualmente tutti i componenti in movimento. Il sistema di espulsione viene spinto in avanti per confermare che tutti i perni si muovano uniformemente e si ritraggano completamente. Slitte e sollevatori vengono mossi per tutta la loro gamma di movimento per garantire che operino senza interferenze.
Verifica del Circuito di Raffreddamento
I canali di raffreddamento vengono collegati a un tester di pressione. Questo processo conferma che non ci siano perdite nei circuiti e che acqua o olio possano fluire liberamente, il che è essenziale per gestire il tempo di ciclo e la qualità delle parti durante la produzione.
Errori Comuni da Evitare
Anche i team esperti possono incontrare problemi. Comprendere questi errori comuni aiuta a garantire un processo di assemblaggio fluido e di successo.
Affrettare la Fase di Preparazione
L'errore più frequente è non pulire e sbavare correttamente ogni componente. Un singolo truciolo metallico o una piccola bava può causare danni catastrofici una volta che lo stampo è sotto l'immensa pressione della forza di chiusura.
Ignorare Piccoli Disallineamenti
Supporre che un piccolo disallineamento o un punto stretto si "assesti" è un errore costoso. Questi problemi minori sono sintomi di un problema più grande e si trasformeranno rapidamente in usura significativa, guasti ai componenti o difetti come bave sulla parte stampata.
Lubrificazione Inadeguata
La mancata applicazione del tipo e della quantità corretti di lubrificante a tutti i componenti in movimento — come perni di guida, slitte e perni di centraggio — causerà attrito, grippaggio e l'eventuale blocco dello stampo.
Fare la Scelta Giusta per il Tuo Obiettivo
Il livello di controllo durante l'assemblaggio dovrebbe corrispondere all'applicazione prevista dello stampo.
- Se il tuo obiettivo principale è un prototipo o uno stampo a singola cavità: Un controllo funzionale approfondito è comunque vitale, ma il livello di spottatura della linea di giunzione potrebbe essere meno intensivo rispetto a uno strumento di produzione.
- Se il tuo obiettivo principale è uno stampo di produzione ad alto volume e a più cavità: Ogni passaggio, dalla sbavatura ai controlli di gioco e ai test funzionali, deve essere eseguito con la massima precisione per garantire la longevità dello stampo e l'assoluta coerenza tra le parti.
- Se stai risolvendo problemi su uno stampo esistente: Un disassemblaggio e riassemblaggio sistematico, seguendo questo preciso flusso di lavoro, è una tecnica diagnostica fondamentale per trovare la causa principale dei difetti delle parti o dei guasti operativi.
In definitiva, uno stampo perfettamente assemblato è l'ultimo punto di controllo che traduce un design solido e una lavorazione accurata in uno strumento di produzione affidabile e redditizio.
Tabella Riepilogativa:
| Fase Chiave | Obiettivo Primario | Controlli Critici |
|---|---|---|
| Preparazione | Assicurarsi che tutte le parti siano pulite, sbavate e conformi alle specifiche. | Accuratezza dimensionale, finitura superficiale, assenza di bave. |
| Sotto-Assemblaggio | Costruire inserti di anima/cavità, sistemi di espulsione e slitte. | Movimento fluido, allineamento corretto, funzionamento senza bloccaggi. |
| Assemblaggio Finale | Unire le metà dello stampo e installare i sistemi di allineamento. | Chiusura perfetta della linea di giunzione, accoppiamento perno/boccola di guida. |
| Test e Regolazione | Convalidare la funzione e le prestazioni prima della produzione. | Controlli di spottatura, corsa del sistema di espulsione, integrità del circuito di raffreddamento. |
Hai bisogno di un partner affidabile per il successo del tuo stampaggio? La precisione e la longevità dei tuoi stampi a iniezione sono fondamentali. Presso KINTEK, siamo specializzati nella fornitura di attrezzature e materiali di consumo da laboratorio di alta qualità che supportano processi meticolosi come l'assemblaggio e la convalida degli stampi. Dagli strumenti di misurazione di precisione ai materiali di consumo per la manutenzione, i nostri prodotti aiutano a garantire che i tuoi stampi funzionino impeccabilmente. Discutiamo come possiamo supportare le esigenze specifiche del tuo laboratorio. Contatta i nostri esperti oggi stesso per una soluzione su misura.
Guida Visiva
Prodotti correlati
- Stampo a Pressa Quadrato Assemble per Applicazioni di Laboratorio
- Macchina per forni a pressa sottovuoto per laminazione e riscaldamento
- Parti ceramiche avanzate di nitruro di boro (BN) per ingegneria fine
- Foglio e lamiera di titanio ad alta purezza per applicazioni industriali
- Macinino da laboratorio per la preparazione di campioni
Domande frequenti
- A cosa serve uno stampo a pressione? Ottenere precisione e efficienza ripetibili
- A cosa servono gli stampi? Sbloccare la produzione di massa di pezzi di precisione
- Si dice "mould" o "mold"? Una guida all'ortografia corretta per regione
- Quali sono le parti di uno stampo a pressa? Una guida al punzone, alla matrice e ai componenti chiave
- Come usare uno stampo a pressione? Padroneggiare l'arte di creare forme ceramiche consistenti








