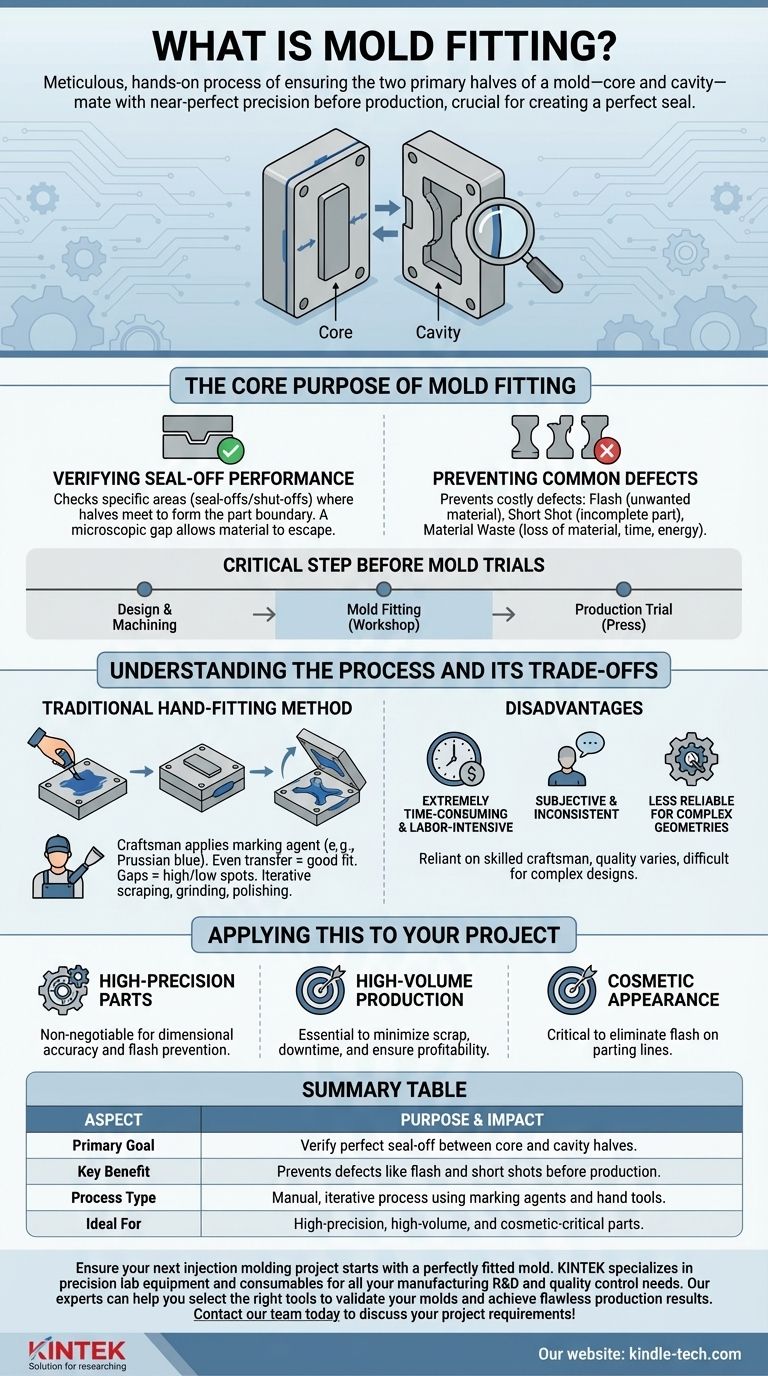
In breve, l'accoppiamento dello stampo è il processo meticoloso e manuale che garantisce che le due metà principali di uno stampo — il maschio e la femmina — si accoppino con una precisione quasi perfetta. Questa procedura cruciale viene eseguita prima di una prova di produzione completa per verificare la capacità dello stampo di creare una tenuta perfetta, essenziale per contenere il materiale fuso durante l'iniezione.
Lo scopo principale dell'accoppiamento dello stampo non è solo vedere se le parti si adattano, ma funzionare come un passaggio critico di garanzia della qualità. Identifica e corregge proattivamente i potenziali guasti di tenuta per prevenire costosi difetti delle parti come bave o iniezioni incomplete prima che lo stampo entri in un ambiente di produzione.

Lo Scopo Principale dell'Accoppiamento dello Stampo
L'accoppiamento dello stampo è un passaggio fondamentale nel processo di costruzione degli utensili. Serve come verifica manuale finale che l'utensile lavorato funzionerà come progettato sotto le immense pressioni dello stampaggio a iniezione.
Verifica delle Prestazioni di Tenuta
L'obiettivo primario è controllare le superfici di tenuta (chiamate anche "shut-off"). Queste sono le aree specifiche in cui il maschio e la femmina si incontrano per formare il confine della parte.
Se queste superfici non si incontrano perfettamente, esiste un divario. Anche un divario microscopico può consentire alla plastica fusa di fuoriuscire sotto alta pressione.
Prevenzione dei Difetti Comuni di Stampaggio
Un accoppiamento scadente porta direttamente a difetti di fabbricazione costosi e comuni.
Un accoppiamento corretto aiuta a prevenire:
- Bave: Materiale sottile e indesiderato che fuoriesce dalla cavità della parte attraverso fessure nella tenuta.
- Iniezione incompleta (Short Shot): Una parte incompleta, che può verificarsi se la pressione viene persa attraverso una tenuta scadente prima che la cavità sia completamente riempita.
- Sprechi di materiale: Bave e parti scartate rappresentano una perdita diretta di materia prima, tempo ed energia.
Un Passaggio Critico Prima delle Prove dello Stampo
L'accoppiamento dello stampo viene eseguito prima che lo stampo venga installato in una pressa per stampaggio a iniezione per una prova formale.
Ciò consente ai costruttori di utensili di effettuare regolazioni fini in un ambiente di officina controllato, il che è molto più economico e veloce che scoprire un problema durante una prova su larga scala e dipendente dalla macchina.
Comprendere il Processo e i Suoi Compromessi
Il metodo tradizionale di accoppiamento dello stampo si basa sull'abilità di un artigiano esperto, ma questo approccio presenta limitazioni intrinseche.
Il Metodo Tradizionale di Accoppiamento Manuale
Il processo viene tipicamente eseguito a mano. Un artigiano applica un agente marcatore (come il blu di Prussia) a una metà dello stampo.
Lo stampo viene quindi chiuso con cura. Quando viene riaperto, il trasferimento del colorante all'altra metà rivela i punti alti e bassi. Un trasferimento uniforme e consistente indica un buon accoppiamento, mentre le lacune nel colorante mostrano le aree che necessitano di regolazione.
L'artigiano raschia, leviga o lucida meticolosamente i punti alti per ottenere una tenuta perfetta. Questo è un processo altamente iterativo e dipendente dalle abilità.
Gli Svantaggi dell'Accoppiamento Manuale
Sebbene efficace, il metodo tradizionale presenta diversi svantaggi chiave.
È estremamente dispensioso in termini di tempo e manodopera, basandosi interamente sulla disponibilità di un abile costruttore di utensili.
Il processo è anche soggettivo. La qualità dell'accoppiamento può variare tra diversi artigiani, portando a potenziali incongruenze.
Infine, per stampi con geometrie altamente complesse, ottenere un accoppiamento perfetto a mano diventa esponenzialmente più difficile e meno affidabile. La moderna lavorazione di alta precisione ha ridotto la necessità di un esteso accoppiamento manuale, ma spesso rimane un passaggio di convalida finale e critico.
Applicare Questo al Tuo Progetto
Comprendere il ruolo dell'accoppiamento dello stampo ti aiuta a valutare la qualità e la prontezza della tua attrezzatura di produzione. Il livello di controllo richiesto dipende interamente dagli obiettivi del tuo progetto.
- Se il tuo obiettivo principale sono parti di alta precisione con tolleranze strette: Un processo di accoppiamento dello stampo meticoloso e ben documentato è non negoziabile per prevenire imprecisioni dimensionali e bave.
- Se il tuo obiettivo principale è la produzione ad alto volume: Investire tempo in un corretto accoppiamento dello stampo in anticipo è essenziale per ridurre al minimo i tassi di scarto, diminuire i tempi di inattività della macchina e garantire la redditività a lungo termine.
- Se il tuo obiettivo principale è l'aspetto estetico: Un accoppiamento accurato è fondamentale per eliminare le bave, che spesso appaiono sulle linee di giunzione e sono una causa comune di rifiuto estetico.
In definitiva, un corretto accoppiamento dello stampo è il collegamento critico tra un utensile ben progettato e una parte fabbricata in modo impeccabile.
Tabella Riepilogativa:
| Aspetto | Scopo e Impatto |
|---|---|
| Obiettivo Primario | Verificare la perfetta tenuta tra le metà del maschio e della femmina. |
| Beneficio Chiave | Previene difetti come bave e iniezioni incomplete prima della produzione. |
| Tipo di Processo | Processo manuale, iterativo, che utilizza agenti marcatori e utensili manuali. |
| Ideale Per | Parti di alta precisione, alto volume e critiche per l'estetica. |
Assicurati che il tuo prossimo progetto di stampaggio a iniezione inizi con uno stampo perfettamente accoppiato. KINTEK è specializzata in apparecchiature da laboratorio di precisione e materiali di consumo per tutte le tue esigenze di R&S e controllo qualità nella produzione. I nostri esperti possono aiutarti a selezionare gli strumenti giusti per convalidare i tuoi stampi e ottenere risultati di produzione impeccabili. Contatta il nostro team oggi stesso per discutere le tue esigenze di progetto!
Guida Visiva
Prodotti correlati
- Stampi per pressatura isostatica per laboratorio
- Strumento di setacciatura elettromagnetica tridimensionale
- Omogeneizzatore da Laboratorio ad Alte Prestazioni per R&S Farmaceutica, Cosmetica e Alimentare
- Miscelatore interno in gomma da laboratorio Macchina per impastare gomma per miscelazione e impastamento
- Fornace per sinterizzazione di fili di molibdeno a trattamento termico sottovuoto per sinterizzazione sottovuoto
Domande frequenti
- Cos'è uno stampo nella produzione? Sblocca la produzione di massa con utensili di precisione
- Cosa sono gli stampi a tre piastre? Stampaggio a iniezione di precisione per parti complesse
- Cos'è una pressa per compattazione? Lo strumento di precisione per modellare la polvere in pellet solidi
- Quali sono i fattori che influenzano lo stampaggio? Padroneggia le 4 Chiavi per Pezzi in Plastica Perfetti
- Quali sono le strutture delle muffe? Scopri i filamenti microscopici che costruiscono una colonia








