Nella lavorazione dei materiali, la pressatura isostatica è un metodo per compattare le polveri o densificare parti solide utilizzando una pressione uniforme proveniente da tutte le direzioni. La differenza fondamentale risiede nella temperatura: la Pressatura Isostatica a Freddo (CIP) utilizza un liquido a temperatura ambiente per compattare le polveri in una forma preliminare, mentre la Pressatura Isostatica a Caldo (HIP) utilizza calore elevato e pressione per rimuovere i vuoti interni e migliorare le proprietà del materiale di un componente già formato.
La scelta tra isostatica a caldo e a freddo non riguarda quale processo sia superiore, ma quale fase della produzione si sta affrontando. La CIP è un processo di formatura per le polveri, mentre la HIP è un processo di densificazione e finitura per le parti solide.

Il Ruolo della Pressatura Isostatica a Freddo (CIP)
La Pressatura Isostatica a Freddo, talvolta chiamata pressatura idrostatica, è un passaggio fondamentale per creare parti ad alta integrità a partire da polveri metalliche o ceramiche.
Il Processo Fondamentale: Compattazione della Polvere con Fluido
Nella CIP, uno stampo flessibile contenente la polvere viene immerso in una camera riempita di un liquido, tipicamente acqua con un inibitore di corrosione o un olio speciale. Una pompa esterna mette in pressione questo fluido, esercitando una pressione uniforme sullo stampo da tutte le direzioni.
Il Risultato: Creazione di una Parte "Verde"
Il risultato della CIP è una parte solida e compatta, spesso chiamata preforma "grezza" o "verde". Questa parte possiede una resistenza meccanica sufficiente per essere maneggiata e lavorata, ma non ha ancora raggiunto la sua densità o resistenza finale.
Questa parte verde deve essere sottoposta a un successivo processo di sinterizzazione ad alta temperatura, che fonde insieme le particelle di polvere per ottenere le proprietà finali desiderate del materiale.
Applicazioni Chiave: Da Billette a Preforme di Forma Netta
La CIP è notevolmente versatile. Viene utilizzata per produrre billette semplici e ad alta integrità per ulteriori lavorazioni o per creare parti complesse di forma netta o quasi netta che richiedono una minima finitura dopo la sinterizzazione. Questo processo assicura una minima distorsione o fessurazione durante la cottura finale.
I Due Metodi
Esistono due metodi principali per questo processo: la pressatura isostatica a sacco umido (wet bag) e la pressatura isostatica a sacco secco (dry bag). Sebbene differiscano per attrezzaggio e volume di produzione, entrambi si basano sullo stesso principio di pressione uniforme del fluido.
La Potenza della Pressatura Isostatica a Caldo (HIP)
La Pressatura Isostatica a Caldo è un processo di finitura trasformativo utilizzato per perfezionare i componenti dopo che sono già stati formati tramite fusione, sinterizzazione o produzione additiva (stampa 3D).
Il Processo Fondamentale: Calore e Pressione per la Densificazione
Durante la HIP, un componente viene posizionato all'interno di un forno ad alta temperatura contenuto in un recipiente a pressione. La camera viene riscaldata fino a poco al di sotto del punto di fusione del materiale, mentre è contemporaneamente sottoposta a una pressione estremamente elevata e uniforme.
Il Risultato: Una Microstruttura Quasi Perfetta
La combinazione di calore e pressione fa sì che i vuoti interni e i pori microscopici all'interno del materiale collassino e si saldino a livello atomico. Questo elimina la porosità e crea una microstruttura completamente densa e uniforme.
Applicazioni Chiave: Perfezionamento di Fusioni e Stampe 3D
La HIP è fondamentale per le industrie ad alte prestazioni. Viene utilizzata per migliorare la densità e alleviare le sollecitazioni termiche nelle fusioni metalliche. Per le parti prodotte tramite addizione, è un passaggio essenziale per sanare la porosità tra gli strati e correggere una scarsa adesione degli strati.
Il risultato è un miglioramento drastico della duttilità, della resistenza a fatica e dell'integrità complessiva del pezzo.
Oltre la Densità: Consolidamento delle Fasi di Produzione
I moderni sistemi HIP possono anche consolidare più fasi di produzione in un unico ciclo. Controllando attentamente le velocità di riscaldamento e raffreddamento, il processo può combinare trattamento termico, tempra e invecchiamento, riducendo significativamente il tempo totale di produzione.
Comprendere la Differenza Fondamentale: Formatura contro Finitura
La distinzione più critica è l'obiettivo del processo e lo stato del materiale di partenza.
Materiale di Partenza: Polvere contro Parte Solida
La CIP inizia esclusivamente con polvere in uno stampo flessibile. Il suo intero scopo è compattare tale polvere in una forma solida.
La HIP inizia con una parte già solida. Il suo scopo non è cambiare la forma del pezzo, ma migliorarne la qualità interna.
Obiettivo del Processo: Modellare contro Migliorare
L'obiettivo della CIP è la formatura. Crea un oggetto maneggevole a partire da materiale sfuso.
L'obiettivo della HIP è il miglioramento. Prende un buon pezzo e lo rende eccezionale eliminando i difetti interni.
Fare la Scelta Giusta per il Tuo Obiettivo
La selezione del processo corretto dipende interamente da ciò che è necessario ottenere con il materiale e il componente.
- Se il tuo obiettivo principale è creare un componente uniforme a partire da una base di polvere: Inizia con la Pressatura Isostatica a Freddo per formare una preforma "verde" ad alta integrità con minima distorsione prima della sinterizzazione.
- Se il tuo obiettivo principale è eliminare la porosità interna e massimizzare le proprietà meccaniche di una parte solida (come una fusione o una stampa 3D): Utilizza la Pressatura Isostatica a Caldo per ottenere la piena densità e una resistenza alla fatica superiore.
Comprendendo se il tuo obiettivo è formare o perfezionare, puoi selezionare con sicurezza il processo isostatico che fornisce le prestazioni richieste per il tuo componente.
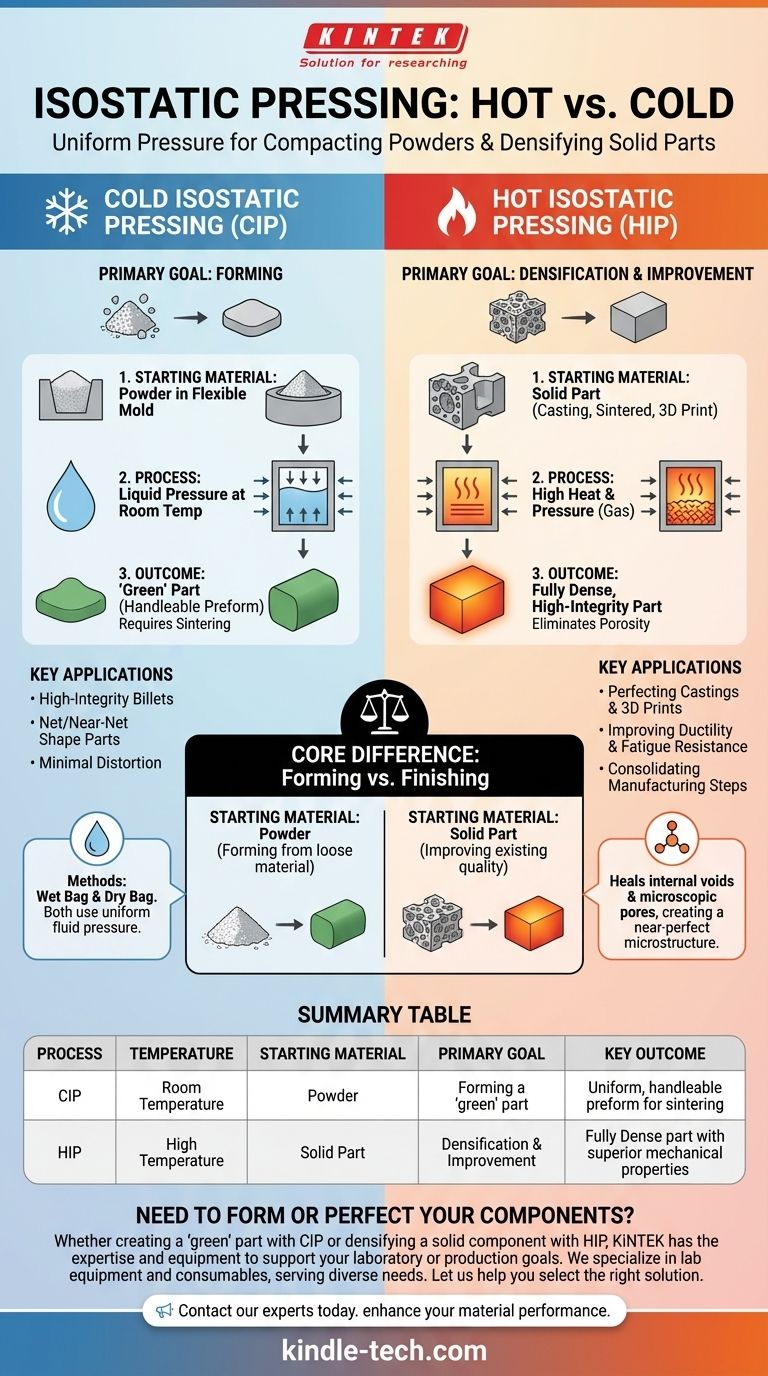
Tabella Riassuntiva:
| Processo | Temperatura | Materiale di Partenza | Obiettivo Primario | Risultato Chiave |
|---|---|---|---|---|
| Pressatura Isostatica a Freddo (CIP) | Temperatura Ambiente | Polvere | Formatura di una parte 'verde' | Preforma uniforme e maneggevole per la sinterizzazione |
| Pressatura Isostatica a Caldo (HIP) | Alta Temperatura | Parte Solida (es. fusione, stampa 3D) | Densificazione e Miglioramento | Parte completamente densa con proprietà meccaniche superiori |
Hai bisogno di Formare o Perfezionare i Tuoi Componenti?
Che tu stia lavorando con polveri metalliche o ceramiche e abbia bisogno di creare una parte "verde" ad alta integrità tramite Pressatura Isostatica a Freddo (CIP), o che tu abbia un componente solido come una fusione o una parte stampata in 3D che richiede densificazione e proprietà meccaniche migliorate tramite Pressatura Isostatica a Caldo (HIP), KINTEK possiede l'esperienza e le attrezzature per supportare i tuoi obiettivi di laboratorio o di produzione.
KINTEK è specializzata in attrezzature e materiali di consumo da laboratorio, servendo diverse esigenze di laboratorio. Lascia che ti aiutiamo a selezionare la giusta soluzione di pressatura isostatica per ottenere una compattazione uniforme, eliminare la porosità e migliorare la resistenza a fatica nei tuoi materiali.
Contatta oggi i nostri esperti per discutere la tua applicazione specifica e scoprire come le nostre soluzioni di pressatura isostatica possono migliorare le prestazioni dei tuoi materiali e l'efficienza produttiva.
Guida Visiva
Prodotti correlati
- Presse Isostatica a Freddo per Laboratorio Automatico Macchina per Presse Isostatica a Freddo
- Pressa isostatica a caldo per la ricerca sulle batterie a stato solido
- Stampi per pressatura isostatica per laboratorio
- Macchina per pressa isostatica a freddo da laboratorio elettrica divisa per pressatura isostatica a freddo
- Macchina manuale per pressatura isostatica a freddo CIP per pellet
Domande frequenti
- Perché una pressa isostatica a freddo è preferita a una pressa uniassiale per la polvere di tungsteno? Ottenere una compattazione uniforme della polvere
- Cos'è il processo isostatico a freddo? Ottenere una densità uniforme in parti complesse di polvere
- In che modo la pressatura isostatica a freddo (CIP) avvantaggia i reattori in ceramica SiC? Ottenere un'integrità del materiale impeccabile
- Cos'è la pressatura isostatica a caldo e a freddo? Una guida alla formatura e alla densificazione dei materiali
- Quale ruolo svolge la pressatura isostatica a freddo nella formazione delle barre di alimentazione per la crescita di cristalli singoli? Garantire la stabilità.

















