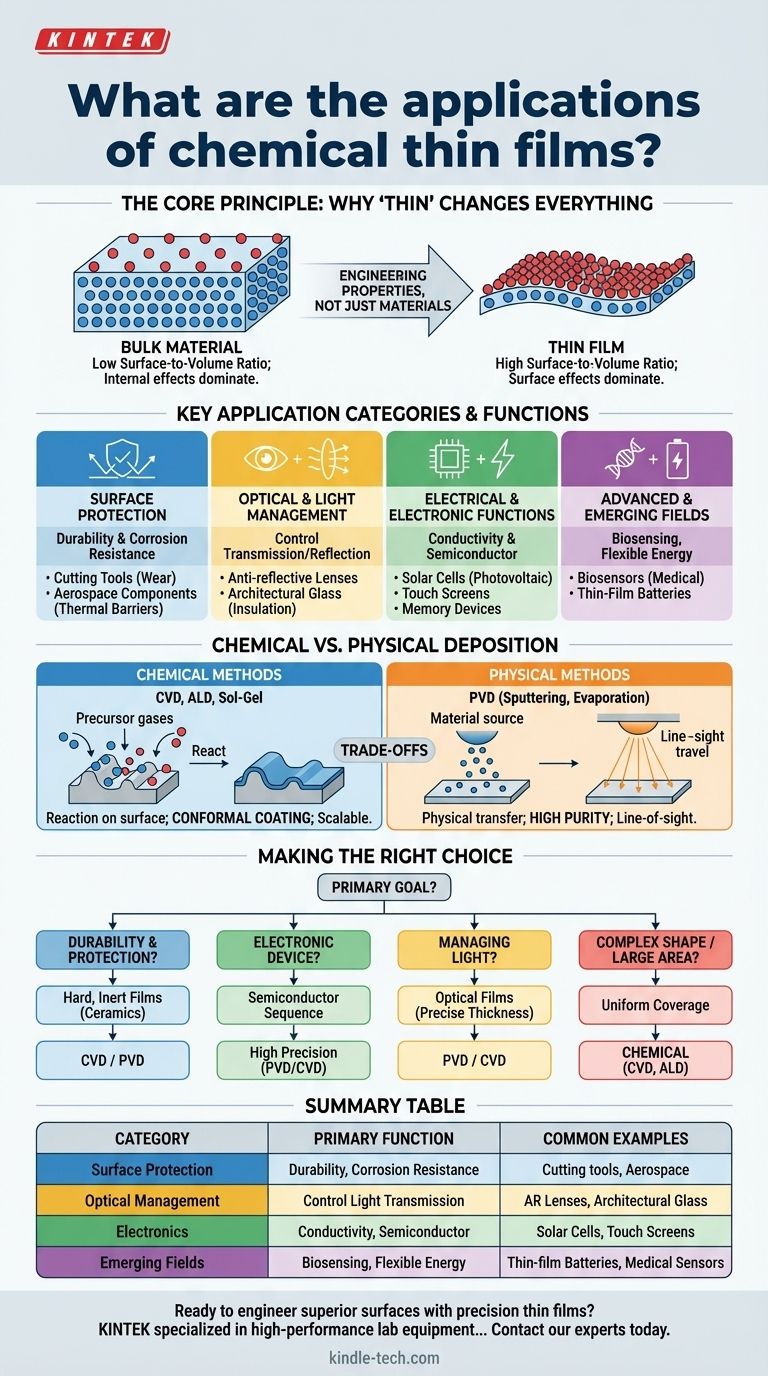
In sintesi, i film sottili chimici sono utilizzati in quasi tutti i settori avanzati per conferire proprietà specifiche—come resistenza alla corrosione, conduttività elettrica o trasparenza ottica—alla superficie di un materiale. Le loro applicazioni vanno dai rivestimenti protettivi sui componenti aerospaziali e sugli utensili da taglio agli strati funzionali nelle celle solari, negli schermi touch e nei dispositivi a semiconduttore.
Il vero potere dei film sottili non risiede solo nel fornire un rivestimento, ma nel creare superfici funzionali completamente nuove. Ingegnerizzando i materiali su scala atomica, possiamo sbloccare proprietà uniche che sono fondamentalmente diverse dal materiale massivo, consentendo tecnologie che altrimenti sarebbero impossibili.

Il Principio Fondamentale: Perché "Sottile" Cambia Tutto
La vasta applicabilità dei film sottili deriva da un singolo principio della fisica. Quando un materiale viene ridotto a uno strato spesso solo pochi atomi o molecole, le sue proprietà fondamentali cambiano.
Un Cambiamento nel Rapporto Superficie/Volume
In un materiale massivo, la stragrande maggioranza degli atomi si trova all'interno, schermata dai loro vicini. In un film sottile, una percentuale significativa di atomi si trova sulla superficie.
Questo elevato rapporto superficie/volume significa che gli effetti superficiali, che sono trascurabili nei materiali massivi, diventano dominanti. Ciò ci consente di ingegnerizzare queste superfici per compiti specifici.
Ingegnerizzare Proprietà, Non Solo Materiali
Non stiamo più semplicemente utilizzando un materiale; stiamo progettando un sistema funzionale. Un film sottile può essere personalizzato per essere otticamente attivo, elettricamente conduttivo, eccezionalmente duro o chimicamente inerte.
Questo trasforma un semplice substrato, come vetro o metallo, in un componente ad alte prestazioni con esattamente le proprietà richieste per una data applicazione.
Principali Categorie di Applicazione e le Loro Funzioni
Piuttosto che un semplice elenco, è più utile pensare alle applicazioni in termini della funzione fornita dal film sottile.
Protezione Superficiale e Durabilità
Questo è uno degli usi più comuni. I film sottili agiscono come uno scudo tra un componente e un ambiente ostile.
Ad esempio, i film sottili ceramici sono apprezzati per la loro elevata durezza e inerzia chimica. Sono utilizzati come rivestimenti protettivi per prevenire corrosione, ossidazione e usura su tutto, dai sanitari agli utensili da taglio industriali, estendendo spesso la vita dell'utensile di ordini di grandezza. Nell'aerospaziale, fungono da critiche barriere termiche.
Gestione Ottica e della Luce
I film sottili possono essere ingegnerizzati per controllare la luce con incredibile precisione. Ciò si ottiene creando strati singoli o multipli che riflettono, assorbono o trasmettono lunghezze d'onda specifiche.
Le applicazioni includono rivestimenti antiriflesso per lenti oftalmiche, specchi nelle lampade a riflettore, head-up display nelle automobili e vetro architettonico avanzato che fornisce isolamento termico riflettendo le radiazioni infrarosse.
Funzioni Elettriche ed Elettroniche
L'elettronica moderna non esisterebbe senza i film sottili. Strati di materiali conduttivi, isolanti e semiconduttori vengono depositati per costruire circuiti complessi su scala microscopica.
Questa è la base per i dispositivi a semiconduttore, le celle fotovoltaiche a film sottile (pannelli solari), la memoria dei computer e gli strati conduttivi trasparenti utilizzati nei display touch-panel.
Campi Avanzati ed Emergenti
La versatilità dei film sottili li rende centrali per la tecnologia di prossima generazione.
Le applicazioni stanno crescendo rapidamente in aree come i biosensori, dove un film è progettato per reagire a specifiche molecole biologiche, e le batterie a film sottile, che promettono soluzioni di accumulo di energia più leggere e flessibili.
Comprendere i Compromessi: Deposizione Chimica vs. Fisica
Il termine "film sottile chimico" si riferisce tipicamente al processo di fabbricazione. La scelta del processo è una decisione ingegneristica critica con compromessi significativi.
Cosa Definisce un Metodo "Chimico"?
I metodi di deposizione sono ampiamente suddivisi in due famiglie: Chimici e Fisici.
I metodi chimici coinvolgono una reazione chimica sulla superficie del substrato, che forma il film. I processi chiave includono la Deposizione Chimica da Vapore (CVD), la Deposizione di Strati Atomici (ALD) e il rivestimento Sol-Gel.
Il Vantaggio dei Metodi Chimici
I processi di deposizione chimica sono spesso superiori nel creare un film uniforme e continuo su superfici complesse e non piane.
Poiché il film "cresce" sulla superficie tramite una reazione, può conformarsi a forme intricate, il che è un grande vantaggio rispetto ai metodi fisici a linea di vista. Possono anche essere altamente scalabili per la produzione ad alto volume.
Quando Considerare i Metodi Fisici
I metodi di Deposizione Fisica da Vapore (PVD), come lo sputtering o l'evaporazione termica, trasferiscono fisicamente materiale sul substrato sottovuoto.
Questi metodi possono offrire una purezza estremamente elevata e sono spesso preferiti per applicazioni di alta precisione, come alcuni rivestimenti ottici o semiconduttori avanzati, dove anche le più minuscole impurità da un precursore chimico sono inaccettabili.
Fare la Scelta Giusta per la Tua Applicazione
La strategia ottimale per i film sottili dipende interamente dal tuo obiettivo primario.
- Se la tua attenzione principale è la durabilità e la protezione: Utilizza film duri e inerti come le ceramiche, spesso applicati tramite deposizione chimica o fisica da vapore per creare una barriera robusta contro l'usura e la corrosione.
- Se la tua attenzione principale è un dispositivo elettronico: Utilizza una sequenza di film semiconduttori, conduttivi e isolanti depositati con alta precisione per costruire l'architettura elettronica funzionale.
- Se la tua attenzione principale è la gestione della luce: Utilizza film ottici a strato singolo o multistrato il cui spessore è controllato con precisione per interferire con lunghezze d'onda specifiche per l'antiriflesso, la filtrazione o la specchiatura.
- Se la tua attenzione principale è il rivestimento di una forma complessa o di una vasta area: I metodi di deposizione chimica come la CVD sono spesso la scelta più efficace per garantire una copertura completa e uniforme.
Comprendendo queste funzioni fondamentali, puoi selezionare e specificare i film sottili non come un semplice rivestimento, ma come un elemento di progettazione integrato che sblocca nuove prestazioni.
Tabella Riassuntiva:
| Categoria di Applicazione | Funzione Primaria | Esempi Comuni |
|---|---|---|
| Protezione Superficiale | Durabilità e Resistenza alla Corrosione | Utensili da taglio, componenti aerospaziali |
| Gestione Ottica | Controllo della Trasmissione/Riflessione della Luce | Lenti antiriflesso, vetro architettonico |
| Elettronica | Conduttività e Funzioni a Semiconduttore | Celle solari, schermi touch, dispositivi di memoria |
| Campi Emergenti | Biosensing, Accumulo di Energia Flessibile | Batterie a film sottile, sensori medici |
Pronto a ingegnerizzare superfici superiori con film sottili di precisione? KINTEK è specializzata in apparecchiature da laboratorio ad alte prestazioni e materiali di consumo per la deposizione di film sottili, inclusi sistemi di Deposizione Chimica da Vapore (CVD) e Deposizione di Strati Atomici (ALD). Che tu stia sviluppando rivestimenti durevoli, elettronica avanzata o componenti ottici, le nostre soluzioni ti aiutano a ottenere risultati uniformi e affidabili, anche su forme complesse. Contatta oggi i nostri esperti per discutere come possiamo supportare l'innovazione dei film sottili del tuo laboratorio.
Guida Visiva
Prodotti correlati
- Rivestimento personalizzato di diamanti CVD per applicazioni di laboratorio
- Crogiolo in rame privo di ossigeno per rivestimento a evaporazione a fascio elettronico e barchetta di evaporazione
- Materiali diamantati drogati con boro tramite CVD
- Apparecchiatura per macchine HFCVD per rivestimento di nano-diamante per matrici di trafilatura
- Puntali per utensili da taglio in diamante CVD per lavorazioni di precisione
Domande frequenti
- Quali sono i tipi di rivestimento CVD? Una guida per scegliere il processo giusto
- Qual è l'uso del rivestimento CVD? Migliora la durabilità e la funzionalità dei tuoi componenti
- Quali sono i vantaggi del rivestimento CVD? Durezza e uniformità superiori per applicazioni esigenti
- Quanto è spesso il rivestimento diamantato CVD? Bilanciare durata e stress per prestazioni ottimali
- A cosa serve il rivestimento CVD? Indurimento di utensili e costruzione di semiconduttori per l'industria

















