In sostanza, la differenza tra uno stampo a iniezione a 2 piastre e uno a 3 piastre risiede nella sua complessità meccanica, che detta direttamente dove la plastica fusa può essere iniettata nel pezzo — un concetto noto come "gating" (iniezione). Uno stampo a 2 piastre è più semplice e di solito inietta sul bordo del pezzo, mentre uno stampo a 3 piastre, più complesso, aggiunge una terza piastra per creare un percorso separato per la plastica, consentendo di iniettarla quasi ovunque sulla superficie del pezzo.
La scelta non è meramente tecnica; è una decisione strategica. Si sceglie tra la semplicità e il costo inferiore di uno stampo a 2 piastre e la superiore libertà di progettazione, le capacità di automazione e la finitura estetica offerte da uno stampo a 3 piastre.

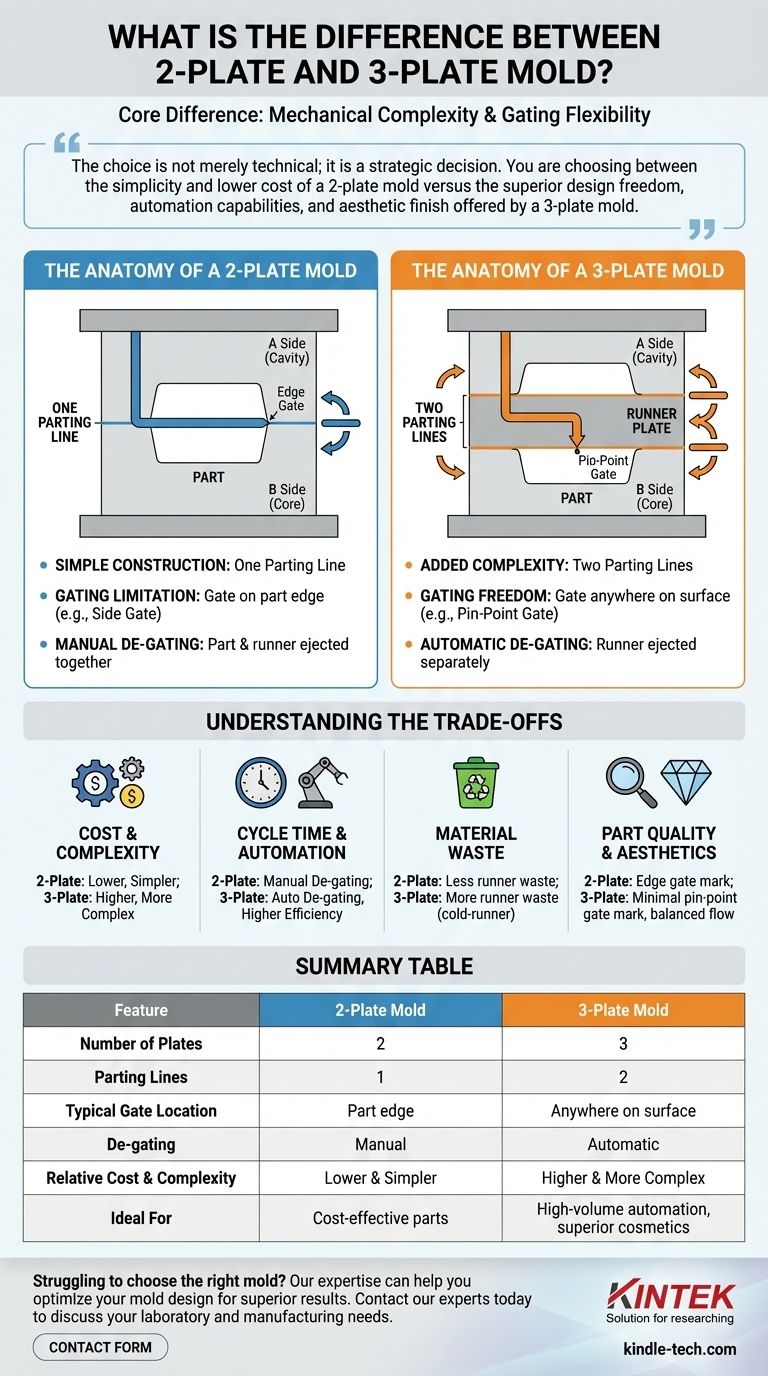
L'Anatomia di uno Stampo a 2 Piastre
Uno stampo a 2 piastre è il tipo di costruzione di stampi a iniezione più comune e diretto. Il suo design è definito dalla sua semplicità.
Costruzione Semplice: Una Linea di Giunzione
Uno stampo a 2 piastre è costituito da due sezioni principali, il lato "A" (cavità) e il lato "B" (anima), che si incontrano su un unico piano. Questo punto di incontro è chiamato linea di giunzione.
Quando lo stampo si apre, si separa solo in questa unica linea di giunzione per espellere il pezzo finito, insieme al suo sistema di materozze collegato.
La Limitazione dell'Iniezione e delle Materozze
In uno stampo a 2 piastre, la materozza (il canale che trasporta la plastica dall'ugello della macchina al pezzo) deve esistere sulla stessa linea di giunzione del pezzo stesso.
Questo vincolo strutturale significa che il punto di iniezione (la piccola apertura attraverso cui la plastica entra nella cavità del pezzo) deve essere posizionato sul perimetro del pezzo. Ciò porta a tipi comuni di punti di iniezione come punti di iniezione a bordo o punti di iniezione laterali.
Requisito di De-materozzatura Manuale
Poiché il pezzo e la materozza sono stampati sullo stesso piano e collegati alla linea di giunzione, vengono espulsi come un'unica unità. Ciò richiede un'operazione secondaria, spesso manuale, per separare la materozza dal pezzo finito.
L'Anatomia di uno Stampo a 3 Piastre
Uno stampo a 3 piastre introduce una "piastra delle materozze" tra la piastra di serraggio superiore e la piastra della cavità, aggiungendo un livello di complessità per un vantaggio significativo.
Complessità Aggiunta: Due Linee di Giunzione
La caratteristica distintiva di uno stampo a 3 piastre è l'uso di due linee di giunzione. Lo stampo si apre in due fasi separate.
Innanzitutto, viene creata un'apertura per rilasciare il sistema di materozze. Quindi, una seconda apertura sulla linea di giunzione principale consente l'espulsione del pezzo finito.
Sbloccare la Libertà di Iniezione
Questa azione di doppia separazione è la chiave. Il sistema di materozze si trova su un piano separato dal pezzo, collegato da una "caduta" che passa attraverso la piastra centrale.
Ciò consente di posizionare il punto di iniezione praticamente ovunque sulla superficie del pezzo, non solo sul bordo. Permette l'uso di punti di iniezione a spillo, ideali per un flusso di plastica equilibrato e per superfici estetiche dove un segno di iniezione deve essere minimo o nascosto.
De-materozzatura Automatica per Design
Quando lo stampo a 3 piastre si apre, il movimento iniziale allontana il pezzo dal punto di iniezione a spillo, tranciando automaticamente la connessione.
Il sistema di materozze viene espulso separatamente dal pezzo, eliminando la necessità di un processo di de-materozzatura manuale. Questo è un vantaggio fondamentale per la produzione automatizzata ad alto volume.
Comprendere i Compromessi
La scelta tra questi due tipi di stampi implica un equilibrio tra costi, qualità ed efficienza produttiva.
Costo e Complessità
Uno stampo a 3 piastre è più complesso da progettare, fabbricare e mantenere. La piastra aggiuntiva, i meccanismi e la precisione richiesta lo rendono significativamente più costoso inizialmente rispetto a uno stampo a 2 piastre.
Tempo Ciclo e Automazione
Sebbene uno stampo a 3 piastre abbia una sequenza di apertura più complessa che può aumentare leggermente il tempo di ciclo meccanico, la sua capacità di de-materozzatura automatica si traduce spesso in un tempo di produzione netto inferiore e costi di manodopera ridotti per pezzo.
Spreco di Materiale
In una configurazione a materozza fredda, uno stampo a 3 piastre ha tipicamente un sistema di materozze più esteso e complesso. Ciò si traduce in più scarti di plastica per ciclo, il che può essere un fattore di costo significativo a seconda del prezzo del materiale.
Qualità e Estetica del Pezzo
Per pezzi grandi e piatti, uno stampo a 3 piastre consente l'iniezione centrale, che promuove un flusso di plastica più uniforme ed equilibrato. Ciò riduce drasticamente il rischio di difetti come la deformazione. I piccoli punti di iniezione a spillo lasciano anche un segno molto meno evidente rispetto ai punti di iniezione a bordo di uno stampo a 2 piastre.
Fare la Scelta Giusta per il Tuo Design
La tua decisione dovrebbe essere guidata dai requisiti specifici del tuo pezzo e dagli obiettivi di produzione.
- Se il tuo obiettivo principale è l'efficienza dei costi e la semplicità: Uno stampo a 2 piastre è la scelta standard, soprattutto se un segno di iniezione sul bordo del pezzo è accettabile e i volumi di produzione non richiedono la piena automazione.
- Se il tuo obiettivo principale è la qualità del pezzo per componenti di grandi dimensioni: Uno stampo a 3 piastre è superiore per pezzi grandi e piatti che necessitano di iniezione centrale per garantire un flusso equilibrato e prevenire la deformazione.
- Se il tuo obiettivo principale è l'aspetto estetico e l'automazione: Uno stampo a 3 piastre è l'opzione migliore, poiché la sua iniezione a spillo lascia un residuo minimo e la sua azione di auto-tranciatura è ideale per la produzione ad alto volume "lights-out".
Comprendere questa fondamentale differenza di attrezzatura ti consente di prendere decisioni di progettazione e produzione informate che si allineano con i costi, la qualità e gli obiettivi di produzione specifici del tuo progetto.
Tabella riassuntiva:
| Caratteristica | Stampo a 2 Piastre | Stampo a 3 Piastre |
|---|---|---|
| Numero di Piastre | 2 | 3 |
| Linee di Giunzione | 1 | 2 |
| Posizione Tipica del Punto di Iniezione | Bordo del pezzo (es. punto di iniezione laterale) | Ovunque sulla superficie del pezzo (es. punto di iniezione a spillo) |
| De-materozzatura | Manuale | Automatica |
| Costo e Complessità Relativi | Inferiore e Più Semplice | Superiore e Più Complesso |
| Ideale Per | Pezzi economici, design semplici | Automazione ad alto volume, estetica superiore, pezzi grandi e piatti |
Fai fatica a scegliere lo stampo giusto per il tuo pezzo in plastica? La decisione tra uno stampo a 2 piastre e uno a 3 piastre è fondamentale per i costi, la qualità e la velocità di produzione del tuo progetto. In KINTEK, siamo specializzati nella fornitura di attrezzature e materiali di consumo da laboratorio che supportano l'intero processo di stampaggio a iniezione, dalla prototipazione alla produzione ad alto volume. La nostra esperienza può aiutarti a ottimizzare il design del tuo stampo per risultati superiori. Contatta i nostri esperti oggi stesso per discutere come possiamo supportare le tue esigenze di laboratorio e produzione.
Guida Visiva
Prodotti correlati
- Piccola macchina per lo stampaggio a iniezione per uso di laboratorio
- Pressa per stampi a infrarossi da laboratorio
- Pressa ad Anello per Applicazioni di Laboratorio
- Stampo a pressa infrarossa senza sformatura per applicazioni di laboratorio
- Presse a Forma Speciale per Laboratorio
Domande frequenti
- Quali sono i 5 passaggi dello stampaggio a iniezione? Una guida per una produzione efficiente e di alta qualità
- Quale settore utilizza lo stampaggio a iniezione? Dal medicale all'automotive, è ovunque
- Qual è l'importanza della macchina per lo stampaggio a iniezione? Sbloccare la produzione di precisione ad alto volume
- Cosa si può realizzare con una macchina per lo stampaggio a iniezione? Produrre in serie parti in plastica di alta qualità in modo efficiente
- Cos'è la capacità di iniezione di una pressa a iniezione? Ottimizza la dimensione della tua iniezione per pezzi impeccabili



















