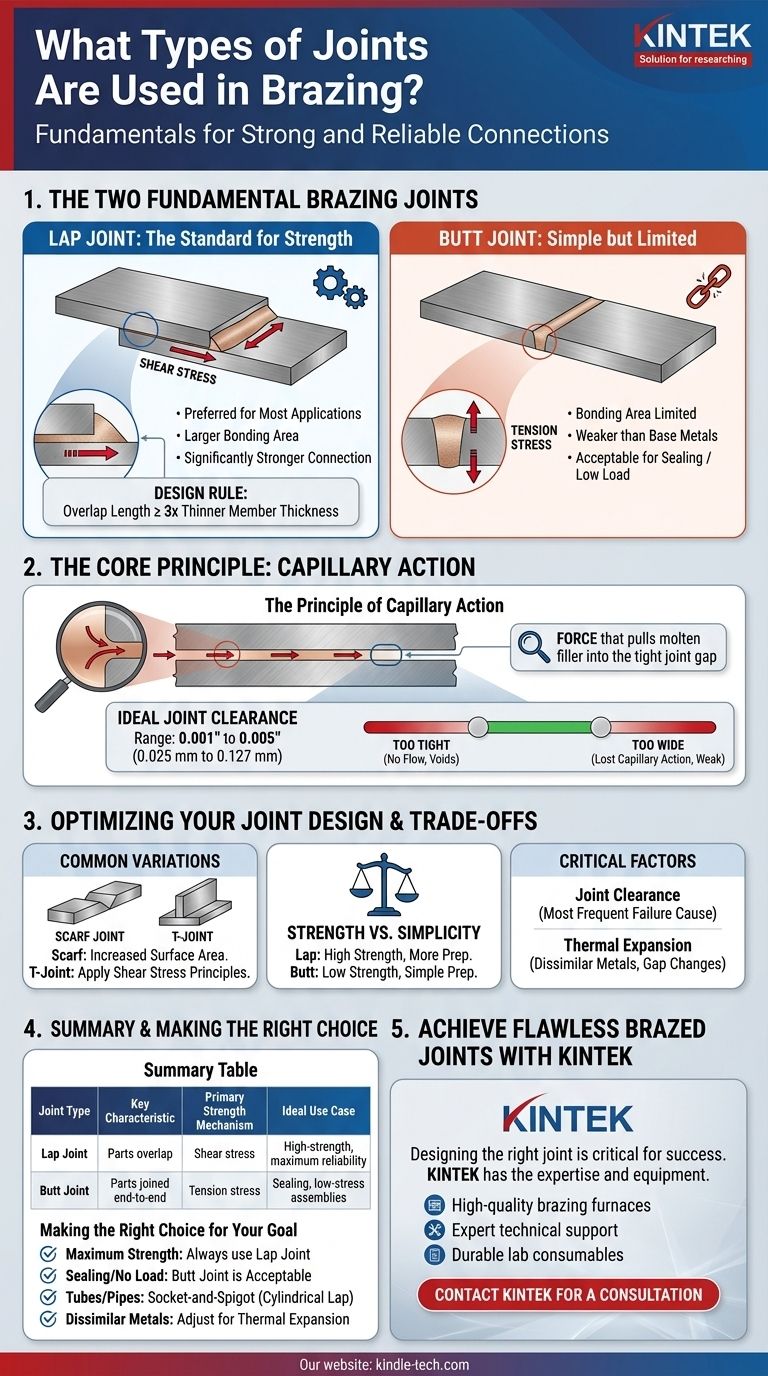
Per la brasatura, esistono due tipi fondamentali di giunti: il giunto a sovrapposizione e il giunto testa a testa. Quasi tutti i progetti di giunti brasati sono una variazione o una combinazione di questi due. Il giunto a sovrapposizione, dove i due membri si sovrappongono, è di gran lunga preferito per la maggior parte delle applicazioni perché fornisce un'area di incollaggio più ampia e crea una connessione significativamente più forte rispetto al giunto testa a testa.
Il principio fondamentale della progettazione dei giunti brasati è massimizzare l'area superficiale per l'adesione del metallo d'apporto. Questo è il motivo per cui i giunti a sovrapposizione sono lo standard per la resistenza, poiché sono sollecitati a taglio, mentre i giunti testa a testa sono limitati dalla resistenza alla trazione della lega d'apporto, molto più debole.
I Due Giunti Fondamentali per la Brasatura
In fondo, un giunto brasato è semplicemente lo spazio tra due o più parti ben accoppiate che verranno riempite da una lega fusa. La geometria di quello spazio è il fattore più importante che determina la resistenza finale dell'assemblaggio.
Il Giunto a Sovrapposizione: Lo Standard per la Resistenza
Il giunto a sovrapposizione è formato sovrapponendo i due pezzi da unire. Questo design è il più ampiamente utilizzato e raccomandato per la brasatura.
La sua forza deriva dal sottoporre il metallo d'apporto a sollecitazione a taglio. Il carico è distribuito su tutta l'area superficiale della sovrapposizione, rendendo facile progettare un giunto più resistente dei materiali di base stessi.
Una regola di progettazione comune è quella di rendere la lunghezza della sovrapposizione almeno tre volte lo spessore del membro più sottile. Seguire questa semplice linea guida garantisce tipicamente che il metallo di base si romperà prima del giunto brasato.
Il Giunto Testa a Testa: Semplice ma Limitato
Il giunto testa a testa unisce due pezzi estremità contro estremità. L'area di incollaggio è limitata alla sezione trasversale del pezzo più sottile.
Questo design sottopone il metallo d'apporto a sollecitazione a trazione. Poiché il metallo d'apporto per brasatura è quasi sempre più debole dei metalli di base, un giunto testa a testa sarà sempre più debole delle parti che unisce.
I giunti testa a testa non sono raccomandati per applicazioni in cui verranno applicati stress o carichi significativi. Sono accettabili per scopi di sigillatura o per assemblaggi in cui la resistenza meccanica non è il requisito primario.
Ottimizzare la Progettazione del Giunto
Oltre a scegliere una configurazione a sovrapposizione o testa a testa, il successo di una connessione brasata dipende interamente dal controllo dello spazio tra le parti.
Il Principio dell'Azione Capillare
La brasatura funziona per azione capillare, che è la forza che attira il metallo d'apporto fuso nello stretto spazio tra le parti. Questa forza è potente, in grado di attirare la lega nel giunto contro la forza di gravità.
Affinché l'azione capillare sia efficace, lo spazio tra le parti—noto come distanza del giunto—deve essere controllato con precisione.
Determinazione della Distanza Ideale del Giunto
La distanza ideale dipende dal metallo d'apporto, dai metalli di base e dal processo di brasatura, ma un intervallo generale è di 0,001" a 0,005" (0,025 mm a 0,127 mm).
Se lo spazio è troppo stretto, il metallo d'apporto non può fluire nel giunto, con conseguenti vuoti e un legame debole. Se lo spazio è troppo ampio, l'azione capillare viene persa e il riempitivo non riuscirà a riempire l'intero giunto, creando una connessione debole dipendente solo dalla limitata resistenza del metallo d'apporto.
Variazioni Comuni di Design
I principi dei giunti a sovrapposizione e testa a testa sono applicati in varie configurazioni. Un giunto a sciarpa è un tipo di giunto testa a testa in cui le estremità sono smussate per aumentare l'area superficiale, rendendolo più resistente di un semplice giunto testa a testa. Un giunto a T è meccanicamente un tipo di giunto a sovrapposizione e dovrebbe essere progettato con gli stessi principi di sollecitazione a taglio in mente.
Comprendere i Compromessi
La progettazione per la brasatura implica il bilanciamento di resistenza, complessità di fabbricazione e costo. La mancata comprensione di questi compromessi è una fonte comune di fallimento.
Resistenza vs. Semplicità
Un giunto testa a testa è il più semplice da preparare ma offre la resistenza più bassa. Un giunto a sovrapposizione richiede più materiale e preparazione (assicurando che le parti si sovrappongano) ma fornisce prestazioni meccaniche di gran lunga superiori. La scelta dipende interamente dai requisiti del pezzo finito.
Il Ruolo Critico della Distanza del Giunto
Una distanza del giunto errata è la causa più frequente di fallimento della brasatura. Non è un ripensamento, ma un parametro di progettazione critico. È necessario progettare le parti e gli elementi di fissaggio che le tengono per mantenere la distanza corretta alla temperatura di brasatura effettiva, tenendo conto dell'espansione termica.
Disallineamenti dell'Espansione Termica
Quando si uniscono metalli dissimili (come rame e acciaio), questi si espanderanno a velocità diverse quando riscaldati. Questo cambiamento può chiudere o aprire la distanza del giunto durante il ciclo di brasatura. È necessario calcolare questo effetto e regolare di conseguenza la distanza "a temperatura ambiente" per garantire che la distanza corretta esista alla temperatura di brasatura.
Fare la Scelta Giusta per il Tuo Obiettivo
Le esigenze specifiche della tua applicazione dovrebbero dettare il tuo design.
- Se il tuo obiettivo primario è la massima resistenza del giunto: Usa sempre un giunto a sovrapposizione. Assicurati che la sovrapposizione sia almeno tre volte lo spessore della parte più sottile e mantieni una distanza precisa del giunto.
- Se il tuo obiettivo primario è sigillare un giunto senza carico: Un giunto testa a testa è accettabile, poiché la sua preparazione è più semplice e le prestazioni meccaniche non sono una preoccupazione.
- Se stai unendo tubi o condotte: Usa un design a bicchiere e maschio, che è un giunto a sovrapposizione cilindrico, per garantire l'allineamento e fornire una resistenza superiore.
- Se stai unendo metalli dissimili: Calcola l'effetto dell'espansione termica sulla distanza del tuo giunto e regola le dimensioni a temperatura ambiente per compensare.
In definitiva, una brasatura di successo inizia molto prima che venga applicato il calore; si ottiene progettando il giunto specificamente per il processo di azione capillare.
Tabella Riepilogativa:
| Tipo di Giunto | Caratteristica Chiave | Meccanismo di Resistenza Primario | Caso d'Uso Ideale |
|---|---|---|---|
| Giunto a Sovrapposizione | Le parti si sovrappongono | Sollecitazione a taglio | Applicazioni ad alta resistenza, massima affidabilità |
| Giunto Testa a Testa | Le parti sono unite estremità contro estremità | Sollecitazione a trazione | Sigillatura, assemblaggi a basso stress |
Ottieni Giunti Brasati Impeccabili con KINTEK
La progettazione del giunto giusto è fondamentale per il successo e la longevità dei tuoi assemblaggi brasati. Sia che tu richieda la resistenza superiore di un giunto a sovrapposizione o la semplicità di un giunto testa a testa, KINTEK ha l'esperienza e le attrezzature per supportare le esigenze di brasatura del tuo laboratorio.
Forniamo:
- Forni per brasatura di alta qualità per un controllo preciso della temperatura e un riscaldamento uniforme.
- Supporto tecnico esperto per aiutarti a selezionare i metalli d'apporto giusti e ottimizzare la progettazione del tuo giunto per applicazioni impegnative, inclusi metalli dissimili.
- Materiali di consumo da laboratorio durevoli per garantire risultati coerenti e affidabili lotto dopo lotto.
Non lasciare che la progettazione del giunto sia l'anello debole del tuo processo. Contatta oggi i nostri specialisti di brasatura per discutere come possiamo aiutarti a costruire prodotti più forti e affidabili.
Contatta KINTEK per una Consulenza
Guida Visiva
Prodotti correlati
- Piccola macchina per lo stampaggio a iniezione per uso di laboratorio
- Macchina setacciatrice vibrante da laboratorio Setaccio vibrante a battente
- Soffietti per vuoto per connessioni efficienti e vuoto stabile in sistemi ad alte prestazioni
Domande frequenti
- Qual è la differenza tra stampaggio a iniezione e stampaggio a pressione? Una guida alla scelta del processo giusto
- Cosa si può realizzare con una macchina per lo stampaggio a iniezione? Produrre in serie parti in plastica di alta qualità in modo efficiente
- Cos'è la tecnica dello stampaggio? Una guida alla produzione di componenti complessi e ad alto volume
- Cos'è il processo di stampaggio a iniezione? Una guida alla produzione di pezzi ad alto volume
- Qual è il processo di produzione della gomma stampata? Stampaggio a iniezione, a compressione o a trasferimento?


